量具选购与使用:从卡尺到三坐标,这些坑我都替你踩过了
干了二十年机械加工,在量具上栽的跟头,比吃过的饭还多。真的。刚入行那会儿,一把游标卡尺走天下,觉得读数靠眼力,精度凭手气。后来被现实啪啪打脸——精度不对,整批工件报废,老板的脸比卡尺的刻度还黑。现在回头看,很多坑完全可以避开,只要你愿意听我唠唠。
数显卡尺:方便是真方便,但别太信它那个数
数显卡尺,车间几乎人手一把。屏幕一亮,数字一显,看着挺高科技,实则暗藏杀机。温度、油污、电池电量,甚至手汗,都能让它抽风。我有次测一个轴承孔,连着三次数值跳来跳去——31.02、31.08、30.99。你信哪个?最后拿千分尺复核,才发现是卡尺的测量面沾了粒切屑,小到肉眼几乎看不见。
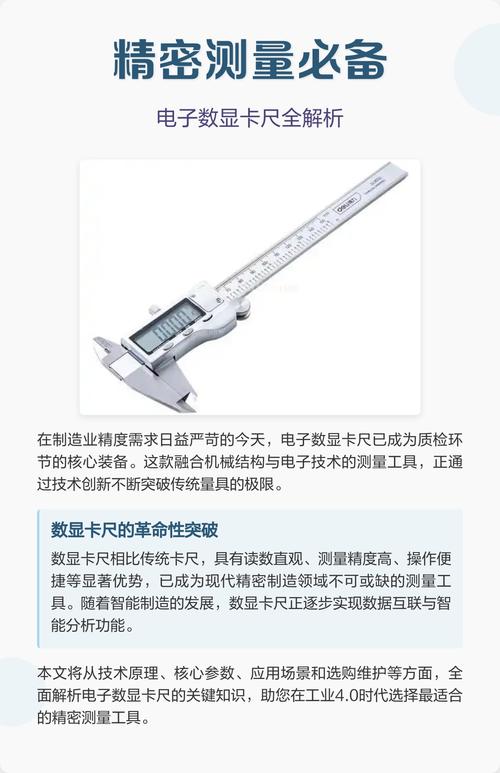 车间内使用数显卡尺测量精密零件,屏幕显示跳动数值
车间内使用数显卡尺测量精密零件,屏幕显示跳动数值
所以啊,别偷懒。测之前擦干净,多测几个点,取平均值。还有,那种几十块钱的杂牌货,赶紧扔了吧。重复性差得离谱,今天校准明天偏。说实话,买把靠谱的,比如三丰、马尔,贵是贵点,但省心。哦对,绝对不能用卡尺去测正在旋转的工件——别笑,真有人这么干,然后看着飞出去的卡尺心疼半天。
问:数显卡尺和带表卡尺,到底哪个更耐用?
答:带表的!只要你没摔它。数显卡尺怕油怕水,电子部分娇贵。带表卡尺结构简单,齿轮传动,车间里机油飞溅的环境照样扛得住。精度也稳,就是读数慢点。适合老派师傅,手感来了,精度不比数显差。不过现在也有防水防油的数显卡尺,IP67等级的,价格翻倍,看钱包厚度吧。
千分尺:真以为拧到咔咔响就完了?
千分尺,精度0.01mm,甚至0.001mm。但很多人就用它当个高级卡钳,一夹一读,收工。大错特错!测力装置——就是那个棘轮——得均匀旋转,咔咔响两到三声就停。有人拧起来跟泄愤似的,咔咔七八下,测出来数值偏小,还以为是零件做小了。搞笑呢?
我见过最离谱的:有个小伙子测一批轴,全偏小0.02mm。查了半个小时,发现他每次测量都用力压着尺架,导致弹性变形。这玩意儿娇气,测量姿势不对、手握位置不当、甚至体温传导时间长了,都能引入误差。尤其是大直径的千分尺,握哪儿、怎么支撑,都有讲究。
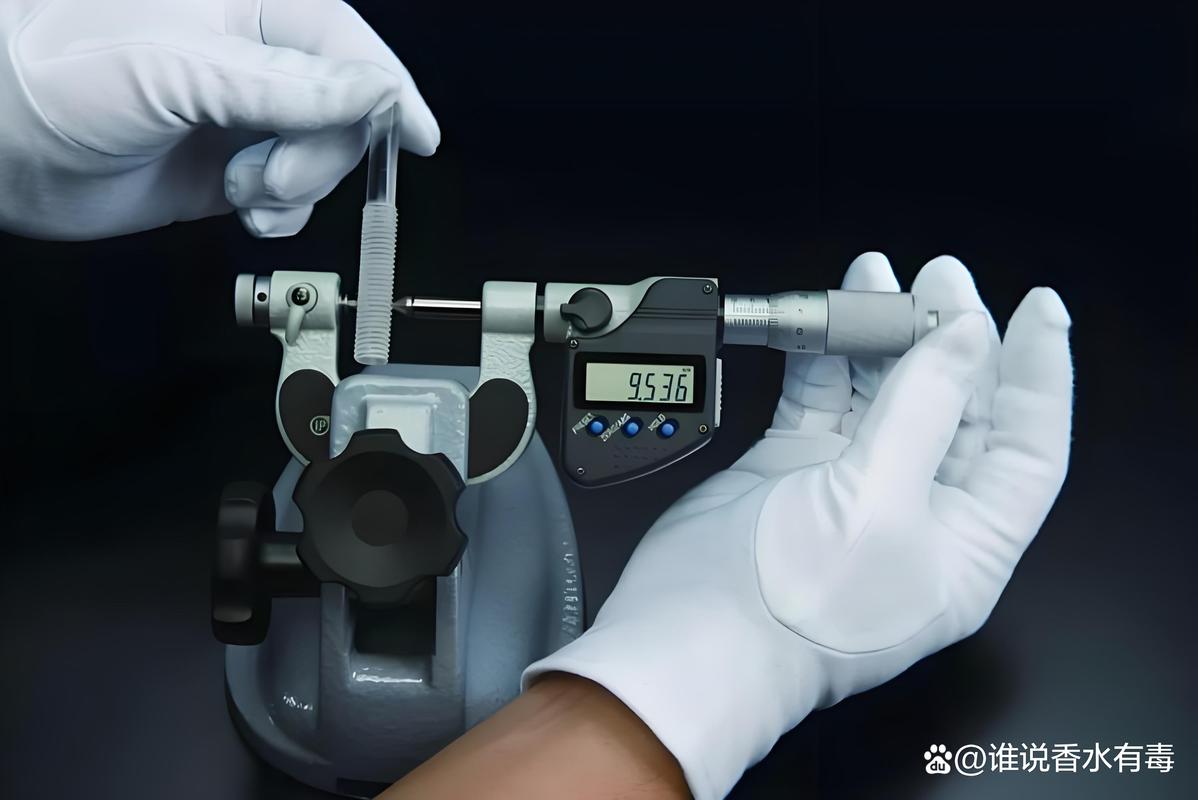 机械师正在用外径千分尺测量精密轴类零件,手部姿势特写
机械师正在用外径千分尺测量精密轴类零件,手部姿势特写
还有一点:千分尺必须定期用标准量棒校对。别等发现不对了才想起来。我们厂现在推行一个规矩,每天开工前,所有千分尺拿对应量棒校一遍,记在点检表上。费时五分钟,省心一整天。碰到突然降温升温,还得考虑热膨胀补偿。精密测量,就是跟微米较劲。
问:千分尺测头和砧座磨损了怎么办?能自己修吗?
答:千万别自己磨!除非你有光学研磨机和相应检定设备。测头一般硬质合金,磨损后平面度和平行度要求极高。自行打磨大概率越磨越糟。正规做法是送修,换测头或重新研磨,然后须经量块检定。当然,对于普通游标卡尺级别的精度要求,轻微磨损影响不大。但千分尺真别自己动手,我早年一把就被我磨废了——懊恼了很久。
三坐标测量机:别以为买了它就一劳永逸
三坐标,CMM,精密测量的巅峰。我们厂花大价钱进了一台,本以为精度问题从此拜拜。结果第一个月就出妖蛾子:测一个箱体孔的同轴度,连着三遍结果都不同,最大差0.05mm。厂家来了几拨人,最后发现——地基振动!隔壁冲床一开,三坐标的测头就微微颤。那点振动人感觉不到,但对微米级测量,足以翻天。
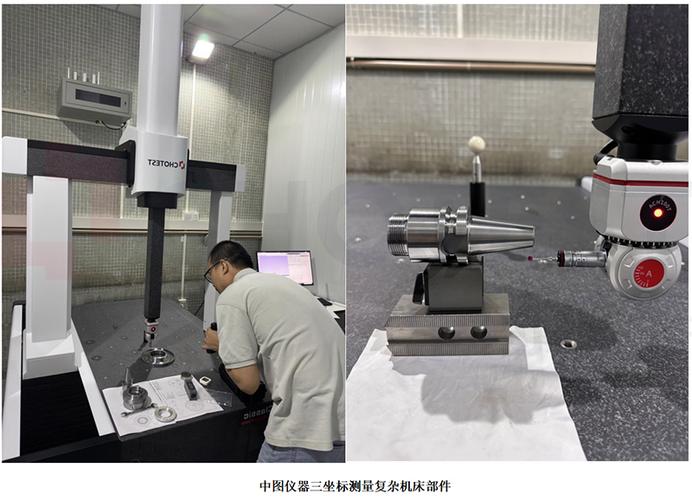 三坐标测量机正在测量复杂壳体零件,减震地基
三坐标测量机正在测量复杂壳体零件,减震地基
环境恒温是基本要求,20℃±1℃,甚至更严。我们后来专门做了隔振地基,空调二十四小时开着,人进去得换鞋。就这,还得每天用标准球校准测头。操作规范厚厚一本,探头组合、扫描速度、测力大小,到处是坑。编程更别说,路径没优化,测一个件半小时,测头撞了两次——换一个测头模块,心疼得滴血。
而且吧,三坐标不是万能的。超小孔、深槽、软材料,它测不了。真当它能替代一切?做梦。现在有光学扫描测头、激光干涉测头,解决了不少难题。但说到底,测量策略比机器本身更重要。我们有个老质检,高中毕业,玩三坐标比新来的研究生还溜——经验,都靠犯错攒起来的。顺便说一句,买三坐标一定要考虑服务商的技术支持能力,不然出故障叫天天不应。
问:厂里预算有限,有没有必要上自动化量具,比如带数据传输的无线卡尺?
答:看量!如果每天测量数据几百个,手工记录效率低易出错,那么无线传输系统绝对值。数据直接进SPC软件,实时分析,预警趋势,比事后诸葛亮强多了。但若就测几个件,别折腾,蓝牙配对都能烦死你。我见过一个厂,买了整套无线量具,结果只用了数据记录功能,SPC功能闲置,浪费。所以先想清楚要解决什么问题,别跟风。现在的智能量具还能自动识别测量特征,提示是否合格,确实牛,但操作培训得跟上。
量具维护:别等报废了才长记性
量具怕摔,怕锈,怕温差剧烈变化。用完随手一丢?卡尺的爪子可能已经撞弯了0.02mm,你还不知道。每次用完,必须擦净、涂防锈油,放回专用盒子。别和扳手、锉刀混装在一起,互相伤害。我定下规矩:谁乱放量具,罚款五十。起初有人嫌麻烦,后来跌了一把内径千分尺,自己赔了八百,从此个个规矩。
定期校准,国家有规程,但自己也要建立内部检查频次。发现异常立即隔离。我们用过一种带颜色的标识贴,绿色表示合格,黄色表示限用,红色停用。一目了然。别舍不得换掉老旧量具,精度飘移就是一颗定时炸弹。还有,量具的存放环境,最好有除湿柜,南方尤其必要。我那把跟随我十年的游标卡尺,至今光亮如新,就是保养出来的感情。
说到底,量具是我们的第三只手,更是质量的眼睛。你对它马虎,产品就对你马虎。这么多年,我用坏过十几把卡尺、废过三个千分尺测头,撞过两次三坐标探头。每一次都长记性。现在我把这些经历写出来,希望你少走点弯路。毕竟,量具这玩意儿,选对了是神器,用错了是凶器。