密封那些事儿:别等漏了才后悔——工业密封选型与维护实战
上周去一家化工厂,泵房地上亮晶晶一片——介质泄漏。
走近一看,机械密封的动环裂了道口子。维修班长挠头:“才换了三个月啊!” 我瞄了眼运行记录,温度经常跳到180℃以上,选的还是普通碳化硅环……这能怪谁?
选型时图便宜。结果呢?停产半天,物料损失,清理费用。够买十套高档密封。
密封这东西,平时不起眼。漏起来真要命。
选型乱象:图纸上的理想工况和现场的差距
 选型乱象:图纸上的理想工况和现场的差距
选型乱象:图纸上的理想工况和现场的差距
我见过太多人拿着样册,对着介质和压力就下单。❌ 错!介质里含颗粒吗?泵会不会抽空?振动大不大?这些才是杀手。
举个例子。造纸厂的黑液泵,介质黏稠还带纤维。用标准机械密封,两个月准坏。后来改用双端面机械密封,带外部冲洗,一年没出问题。代价?初期投入高了不止一倍。但算总账,值。
还有——热油泵上的密封,辅助系统必须配好。哪怕是简单的API Plan 21冷却方案,也比让密封干磨强。有人说:“我装了冷却夹套。” 💡 但夹套结垢了你知道不?
选型就是和细节较劲。没有什么一劳永逸。
密封材料:真的是越高级越好?
现在石墨环、碳化硅、硬质合金……听着都高级。但有个厂子,介质里含微量氢氟酸,用了碳化硅,几个星期就腐蚀成筛子。老老实实换成无压烧结碳化硅,解决了。
O型圈也是。氟橡胶耐温高,但在胺类介质里溶胀得像发糕。这时候要用全氟醚橡胶。贵是贵,不漏就是省钱。
垫片呢?缠绕垫片回弹好,但用在凹凸面法兰上要小心——容易压溃。金属包覆垫更适合高温高压。
说实话,每次遇到新工况,我都得翻那本陈年《密封材料手册》,再打电话问厂家技术。经验有时也骗人。
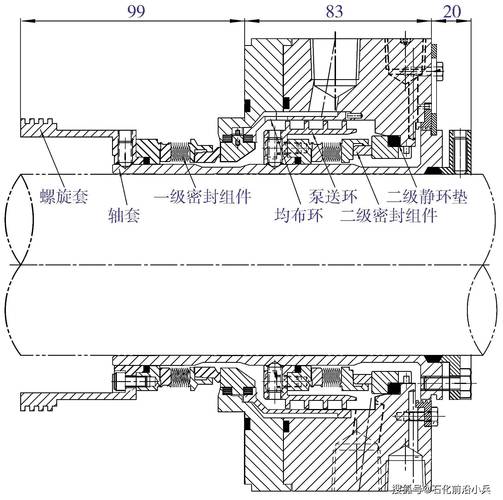 工业泵用机械密封剖面结构图
工业泵用机械密封剖面结构图
安装与维护:那些自作聪明的骚操作
维修工老张有句口头禅:“密封嘛,装上就行。” 结果呢?
- 用锤子敲密封端盖——变形了,泄漏量直接超标。
- 不检查轴套跳动——超过0.05mm,硬质合金环崩边没商量。
- 密封面抹黄油防锈?——碳化硅吸附油脂,开车反而干摩擦。
安装前要清洗轴套、检查倒角、轻涂润滑剂(得是专用的!)。这些步骤,写出来简单。做起来,一半人省略。
维护呢?巡检时用手摸密封腔温度,感觉烫手就要查原因。听声音:有吱吱高频噪音?可能是膜态沸腾,马上调冲洗量。别等漏了再停泵。
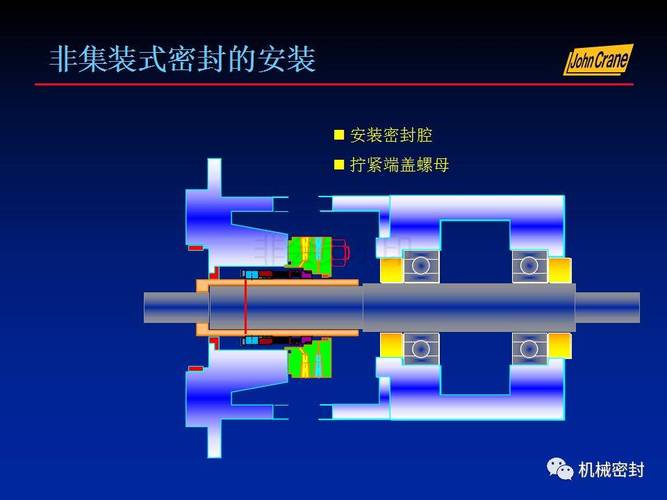 正确安装机械密封步骤示意图
正确安装机械密封步骤示意图
问:为什么我的机械密封总是从静环处漏?
答:八成是安装时静环没压到位,或者密封圈扭曲。拆下来看,如果静环密封圈有切痕,那就是推进时没涂润滑剂,干磨挤坏了。另外,检查压盖螺栓是否均匀拧紧——不对称上紧会导致静环偏斜,直接漏。
问:水泵用的油封,半年就磨损成刀刃状,怎么改善?
答:油封唇口早期磨损,最常见原因是轴表面粗糙度不对。不是越光越好!Ra 0.2-0.4μm比较合适,太光滑存不住油膜。而且轴硬度最好在HRC30以上,否则容易磨出沟槽。还有,检查一下轴的跳动量,超过0.05mm就得校直或换轴。防尘唇别忘了涂点润滑脂,不然干磨很快完蛋。
近年来的一些新玩意儿
 近年来的一些新玩意儿
近年来的一些新玩意儿
这两年密封技术也在悄悄进化。
智能密封:传感器直接嵌在静环背面,实时监测温度、磨损量,数据上云端。泄漏还没发生,预警先到。化工厂高危泵区改造,这套系统贵,但安监认可。
激光加工密封面:表面织构出微米级凹坑,存油形成流体动压效应,摩擦系数更低。实验数据能降30%能耗。不过工艺成本还在高位。
还有干气密封的普及——以前只有大机组用,现在小压缩机也开始上串联式干气密封,控制系统集成到PLC,泄漏量近乎零。
看到这些进步,还是会感慨:密封这个古老行当,远没到天花板。
最后说个事。去年碰到一个食品厂,搅拌器底部密封总漏,介质是含糖浆料,渗出来结晶卡死弹簧。后来换成单端面集装式机械密封,带淬火液循环。问题解决了,操作工再也不用天天清理。老板说:“早知如此,一开始就该听你的。” 我苦笑——这种话,从事故之后才能听到。😅