工厂里那个“万一”,到底要多少钱?——工业安全真相
一次停车,几百万
老张的厂子上个月差点出大事。一条焊缝没焊牢,机械臂甩出去,砸穿了旁边的控制柜。万幸——当时人都去吃饭了,没伤着。但产线停了整整一天半,损失直接上了七位数。他看着监控回放,后背发凉。“要是有人……不敢想。”
这事,其实每天都在发生,只是被挡在安全门的另一边。
工业安全,不是挂几个标语、买个保险就完事。它是一套精密到有点偏执的设计哲学。
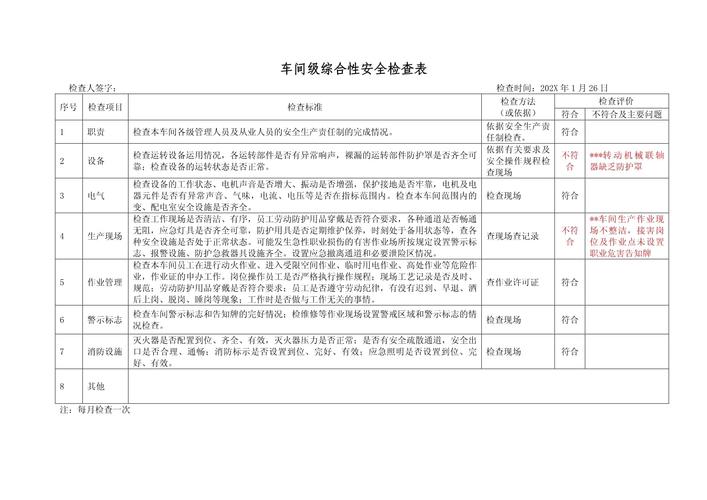
 损坏的工业机器人臂现场实拍
损坏的工业机器人臂现场实拍
标准?纸老虎还是救命绳?
 标准?纸老虎还是救命绳?
标准?纸老虎还是救命绳?
很多人一提标准就头大。ISO 13849,IEC 62061……说实话,我自己刚入行那会也绕不明白。但后来亲眼见了一次事故分析,才懂:这些数字全是人命换来的。
比如性能等级(PL),从a到e。每往上一级,平均危险失效概率就降一个数量级。PL e,每小时失效概率小于0.0000001。那是什么概念?约等于连续运行1100多年才出一次危险失效。听起来夸张?但有些场合就得这么夸张。冲床、注塑机、折弯机——这些“铁老虎”一咬就是一辈子。
不过话说回来,标准只是底线。真正的安全,得从设计源头开始埋。
风险评估:别骗自己
我见过最离谱的:有家厂老板觉得风险评估就是走个形式,花两千块找了个“专家”填了张表,然后该咋干咋干。结果半年不到,员工手卷进去了。调查时发现,那份报告连机器实际转速都写错了。
风险评估不是打勾游戏。它是基于 ISO 12100 的“三部曲”:识别危害、评估风险、决定是否“足够安全”。注意这个词:足够安全。世界上没有绝对零风险,我们追求的是一种 可接受残余风险。这就带来一个灵魂问题:什么是“可接受”?
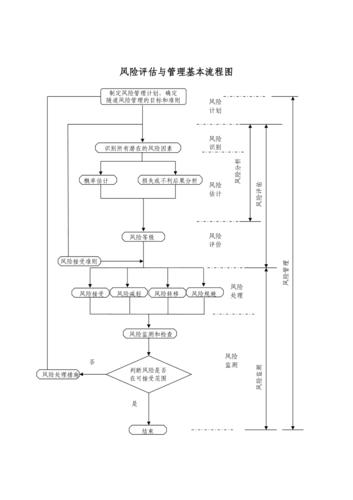 工业机械风险评估流程图
工业机械风险评估流程图
问:我们厂设备都挺老的,没CE认证,风险怎么控?
答:老设备是重灾区。第一步,别想着一步到位搞全面改造——那会破产。先做一次认真的机械危害排查:传动部位防护罩是否到位?急停按钮够不够多?位置对不对?然后,按风险高低列个清单,优先堵最要命的窟窿。比如冲剪类设备,至少上光幕或双手操作装置。记住,本质安全措施永远优先于警示标识。
问:上了安全光幕就万事大吉?
答:太天真。光幕只是“电敏保护设备”的一种,它本身要满足若干性能等级,还得跟控制回路匹配。光幕被遮挡,信号传到安全继电器,再到接触器断开——这个回路的所有环节都得诊断。很多事故就出在“串联起来就以为安全了”,结果某个继电器触点粘连,控制系统根本不知道,下次光幕遮挡时停不了机。我们必须考虑故障容错、共因失效。比如使用冗余触点、强制导向结构、周期性测试。
安全控制回路:魔鬼在细节里
普通PLC处理逻辑,“安全PLC”处理安全功能。区别在哪?
前者可能因为程序跑飞、内存翻转而乱输出;后者呢,双通道异构、周期性自检、强制误差检测——它生来就是为了应对失效。比如安全PLC内部两个不同架构的处理器同时处理同一逻辑,交叉核对,一旦不一致,立刻停机。这不是技术的炫技,是血泪教训的沉淀。
还有急停。红色蘑菇头,一按下去——你猜有多少人不知道它的复位逻辑?停机是必须的,但复位绝不能自动重启。得手动确认,否则可能酿成二次伤害。这些细节,书本不会教,全靠实战栽过跟头。
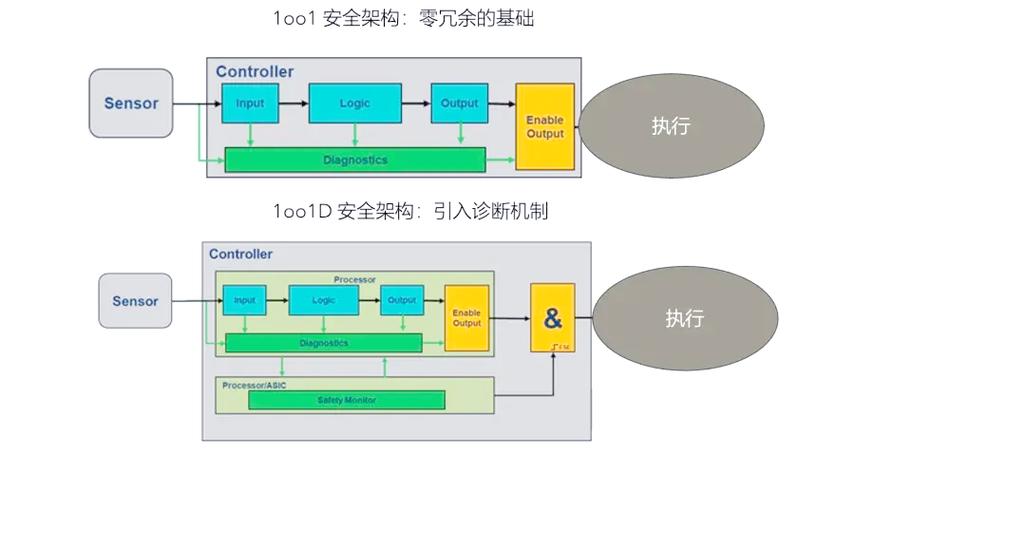 安全PLC内部冗余架构示意图
安全PLC内部冗余架构示意图
工业4.0时代,又掺和进网络安全。IT和OT打通,生产网暴露在互联网上,一旦被黑,不仅是数据泄露——设备可能被篡改逻辑直接伤人。2021年美国那家水处理厂,黑客把碱液浓度改到致命级别,幸亏操作员及时发现。工业安全如今是物理+信息的混合战。
问:联网设备怎么保证安全?装个防火墙就行?
答:如果装个防火墙就高枕无忧,那勒索病毒就不会每年搞瘫那么多厂。OT安全得纵深防御:网络分段、白名单策略、端口管控只是起步;关键是从风险分析出发,识别关键资产和脆弱性,然后工程与IT协同。比如安全PLC的编程端口,绝对不能随便接个U盘。最好是物理隔离+权限管理。还有,所有安全相关设备的固件更新、数字签名都得重视。别等出事再补救,那时候哭都来不及。
最后说点真心话。入行十多年,最怕听见“一直这么干都没事”。侥幸心才是最大的安全隐患。安全投入,不是成本,是保险。而且是那种——你可能永远不想用,但需要时它必须一秒不停地起作用的保险。
好了,啰嗦不少。关于工业安全,你有什么踩过的坑或想吐槽的?欢迎评论区聊聊。