钎焊这门手艺,被误解了多少年?
上礼拜去客户工厂,闲聊时主任一句“钎焊不就是低温锡焊么”,差点让我把茶水喷出来。说实话,这误会太深了——钎焊根本不是焊,它靠的是毛细作用,跟熔焊那种直接把母材烧化的路子天差地别。你想想,空调铜管、火箭发动机喷管,甚至牙齿矫正的托槽,全靠这看不见的“液体爬升”把不同金属粘在一起。神奇吧?
但痛点也很明显。参数控制不好,虚焊、气孔、溶蚀毛病不断。前段时间修一台真空炉,漏率总下不来,折腾了两天发现——就因为钎料铺展的瞬间,炉内氧含量超标了0.3ppm。就这点小数点,整批产品报废。哎。
钎焊不是“低温焊接”,别搞错了
先讲一个最基础的误区:很多人觉得钎焊温度低,所以简单可靠。其实呢?450℃以上那条线,才是钎焊和软钎焊的分水岭。铝钎焊动不动就600℃,镍基钎料能飙到1200℃——这温度熔焊都搞不定的一些场合,偏偏要靠钎焊。因为母材根本不熔化,只是钎料在间隙里游走。结果呢?变形小,异种金属随便接。可风险也藏在这儿:间隙大了,毛细力就弱;小了,钎料流不动。0.05mm的缝,焊得好叫工艺,焊不好叫灾难。
 铜管感应钎焊熔池微距
铜管感应钎焊熔池微距
现在不少教材还在强调“清洁、间隙、加热”老三样,但工业现场哪有那么理想?油污、氧化膜、装配公差,每一个都是变量。得,辅助手段得跟上——超声波去膜、气氛保护、甚至磁场驱动钎料,花样多着呢。
现实中的钎焊:从空调到火箭,哪哪都是
民用领域最典型的就是制冷管路。你去拆一台空调室外机,紫铜管和铝翅片的连接,几乎全是火焰钎焊的功劳。焊工师傅手一抖,火焰调成还原焰,银基钎料一抹,一条亮线和鱼鳞纹就出来了。漂亮。可这几年环保法规把含镉钎料禁了,无镉银钎料流动性又差,师傅们没少骂——润湿性不好,还得配合活性更强的助焊剂,结果残留物腐蚀铜管,后患无穷。
另一个极端在航空航天。高压涡轮叶片要用钎焊修复?没错,单晶叶片一条裂纹,激光熔覆怕再结晶,真空钎焊却能在1065℃下让镍基钎料渗透几十微米的缝隙,结合强度能达到母材的90%。不过,那台设备贵得要死,一个工作循环36小时,装夹得用石墨夹具,稍有脏污就前功尽弃。这种级别的钎焊,根本是“烧钱”的买卖。
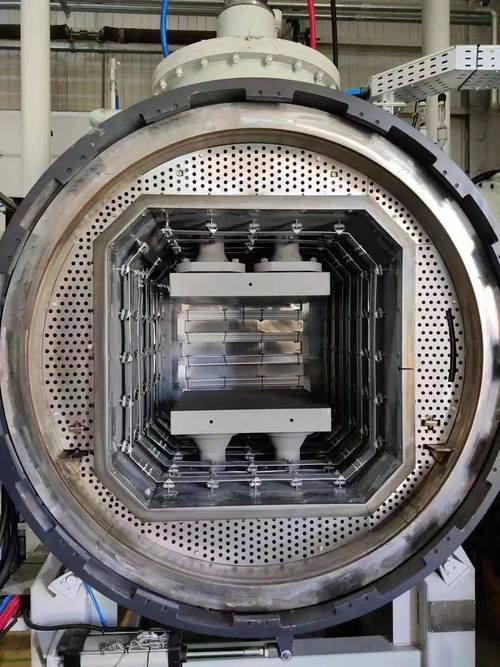 航空发动机涡轮叶片真空钎焊
航空发动机涡轮叶片真空钎焊
💡 问:为啥有些场合非钎焊不可,熔焊不行吗?
答:好问题。熔焊是把两种金属都熔化成液体混合,但如果碰到厚薄差异巨大的工件,薄的一侧直接烧穿了。或者异种金属,像铜和不锈钢,熔合会生成脆性相,一受力就裂。钎焊就能绕过这个坑——只熔化钎料,母材保持固态,化学组成不变。更关键的是,我们可以一次把成百上千个接头同时入炉钎焊,像蜂窝结构、板翅式换热器,熔焊根本不可能一次成型。这就是钎焊的不可替代性。
工艺选择头疼?感应钎焊与真空钎焊的恩怨
车间里常为这事儿吵起来。生产部想上感应钎焊,速度快,几秒钟一个接头;技术部坚持真空钎焊,质量稳定,批次一致性好。我说,你们都对,但也都不全对。感应钎焊确实猛,局部加热效率高得吓人——可是线圈设计稍微不合理,温度场就不均匀,外圈化了里圈还硬着。而且对非导磁材料,加热效率直线下降。我之前给一家医疗器械厂做不锈钢薄壁管,感应电源频率调错,产品发蓝氧化,直接报废。
真空钎焊呢?省心,整炉推进去,温度、真空度、分压控制全自动,出来的零件银白发亮。但对装炉要求严苛,零件悬空、间隙均匀、钎料预置……任何一个细节不到位,出来就是废品。而且那炉子,维护起来真要命,扩散泵油一老化,抽速立马掉,你都不知道问题出在哪。
✅ 问:如果我是小批量、多品种,到底选哪种钎焊方式?
答:如果零件单件价值高、形状复杂,优先考虑真空钎焊,虽然单炉成本高,但成品率有保障。如果结构简单、材料导热好(比如铜铝),感应钎焊或火焰钎焊灵活得多,投入也低。最怕的就是该用气氛保护的场合硬上火焰钎焊——省了设备钱,赔了返修费。还有,别忽略了保护气氛连续炉,像汽车EGR冷却器,就是用氮氢气氛连续钎焊,产能大,一致性也不错。选工艺之前,先把零件材质、接头设计、产量要求列出来,再去找供应商算账,别拍脑袋。
助焊剂:成也萧何败也萧何
 助焊剂:成也萧何败也萧何
助焊剂:成也萧何败也萧何
提起助焊剂,我就头大。这东西简直双刃剑:没它,钎料不润湿;有它,焊后清洗不干净,腐蚀性离子残存,几个月后接头就渗漏。尤其氯化锌、氯化铵型的活性助焊剂,效果没得说,但洗起来真要命。超声波清洗加去离子水漂洗三四遍,还不一定达标。有些精密件,清洗液进入微小缝隙,出不来,反而加速腐蚀。
现在环保催生了免清洗助焊剂和钎剂,大多是氟铝酸盐类,腐蚀性低,但活性也降了。对铜铝钎焊还行,碰上不锈钢,还得用含氟化物强活性剂。怎么权衡?一是设计接头时预留清洗通道,二是焊后立刻清洗,别等残渣硬化,三是严格控制用量——刷助焊剂别像刷墙一样豪放,越薄越均匀越好。经验啊,都是教训换的。
❗ 顺便提一嘴,最近看到有些作坊式工厂,为了省成本,用含松香的软钎剂去焊汽车空调铝管,简直是胡闹!残留炭化堵塞膨胀阀,整个系统报废。别拿耐久性开玩笑。
绕回来,钎焊这个领域,看似古老,其实一直在进化。激光钎焊、超声波辅助钎焊、纳米钎料……都在突破传统的局限。但说到底,还是那句话:接头设计是灵魂,工艺控制是骨架,清洁度是血肉。三者少一个,钎焊就会搞砸。这手艺啊,得敬。