新能源电池制造中的质量把控:从极片到模组的那些坑
上个月去宁德一家电池厂,车间主任拉着我吐槽——极片对齐度又出问题了,整批报废。说实话,这事儿不稀奇。锂电池制造这几年火得发烫,但产线上那些抓狂的瞬间,恐怕只有一线的人最清楚。不是说设备不先进,也不是人员不熟练,而是新能源电池对精度的苛求,已经到了变态的程度。差几个微米,性能就天差地别。你问几个微米什么概念?一根头发丝的十分之一。这种尺度下,任何的波动都可能是灾难。
 锂电池极片涂布质量在线检测系统
怎么办?在线检测是必须的。激光测厚、CCD视觉、甚至是X-ray。但检测只是事后救火,真正的功夫在工艺参数。我总结过,涂布环节有三个天敌:湿度、振动、以及操作人员的侥幸心理——“上次这样调也没事啊”。结果就是批量异常。所以现在好点的工厂都搞SPC统计过程控制,实时监控,超差立刻停机。这玩意儿虽然增加成本,但比起报废,划算太多。
问:小批量试产时涂布好好的,一放量就完了,原因在哪?
锂电池极片涂布质量在线检测系统
怎么办?在线检测是必须的。激光测厚、CCD视觉、甚至是X-ray。但检测只是事后救火,真正的功夫在工艺参数。我总结过,涂布环节有三个天敌:湿度、振动、以及操作人员的侥幸心理——“上次这样调也没事啊”。结果就是批量异常。所以现在好点的工厂都搞SPC统计过程控制,实时监控,超差立刻停机。这玩意儿虽然增加成本,但比起报废,划算太多。
问:小批量试产时涂布好好的,一放量就完了,原因在哪?
答:大概率是浆料批次稳定性。碳酸锂涨跌那么凶,供应商掺点什么你都不知道。小试时用的那桶浆料可能是精挑细选的,大批量一来就原形毕露。另外烘箱的热场也有差异,量产时极片走带速度快,干燥动力学变了。很多人忽略这点。锂电池卷绕工艺极片对齐度检测
所以说,卷绕这个环节,与其讲技术,不如讲敬畏。得死抠每一个细节。视觉系统实时监测对齐度,张力传感器闭环反馈,甚至每卷原料的厚度都要输入到系统里自适应。还有一点容易被忽视——环境温度。隔膜在25℃和28℃下,热膨胀系数不一样,张力会轻微变化。听起来矫情,可是做大容量电芯时,这一点点变化,就会让电芯内部应力不均,循环寿命打折。
问:叠片和卷绕,到底哪种更适合下一代电池?
答:没有绝对。卷绕效率高,但内应力大,大容量方壳电池后期容易变形;叠片均匀性好,适合长薄电芯,但设备投入高、效率上不去。现在有厂家搞专利融合方案——先卷绕一个扁平的芯子,然后再用Z式叠片。反正都是为了折中。我个人觉得,如果真的固态电池来了,叠片可能更有优势,因为固态电解质更脆。化成与分容:电池“出生”的最后关卡
极片做完、装配完,并不算完。电芯还要经历化成,也就是第一次充电,让电解液和负极反应,形成SEI膜。这个膜的好坏,直接决定电池寿命和安全性。化成太慢,产能上不去;化成太快,SEI膜不稳定,后期容量衰减快。很多厂为了赶交付,悄悄缩短时间,后面客诉不断。
化成过程中,会产生气体,需要及时抽走,不然气泡会影响极片接触。而且气体里有易燃的,安全是大问题。我有一次参观,看到化成间每个通道都有独立的灭火系统,氮气保压。化成设备还配了很多传感器——电压、电流、内压、温度。有一点点异常,立刻分容静置后重新测试。分容就是考验一致性。通过充放电循环,筛选出容量、内阻接近的电芯。现在的分容柜都是256通道甚至更多,一个柜子一天能测几千只。数据上传MES,自动分组。但最头疼的是,化成后的自放电筛选。得在仓库静置7到15天,测压降。这个仓库很金贵,占地方又费时间。于是有人想快速筛选,高温老化替代常温静置,但准确度嘛……各家自己知道。
问:新电池的化成时间有没有可能大幅度缩短?
答:有在搞高温加压化成,可以缩短到24小时甚至更短,但问题是高温下副反应多,SEI膜结构可能就不一样了。还有脉冲化成,用大电流脉冲充电,据说能降低极化,省时间。但这些都是双刃剑,量产稳定性还得看。最怕的就是为了追求效率,牺牲长期可靠性。动力电池模组激光焊接过程监控
除了焊接,还有热管理。液冷板贴得平不平,导热胶涂得匀不匀,直接影响温升。一个模组里,中间电芯和边缘电芯温差大,衰减速率不一样,整个包的寿命就木桶效应。BMS(电池管理系统)标定也挺坑。得在环境舱里跑各种工况,提取数据建模型。标定如果不准,SOC显示忽高忽低,用户骂娘。更严重的,过充过放保护失灵,那就是事故。💡
新能源这场变革,把制造业逼到了极限。我以前觉得汽车制造已经够精密了,现在看电池,那才叫螺蛳壳里做道场。赚快钱的时代过去了,剩下的都是硬骨头。下回去工厂,我打算重点看看他们的在线检测数据和不良品分析报告,比听PPT实在多了。✅
电极涂布:失之毫厘,谬以千里
我见过一台进口涂布机,价格能买十台豪车。可照样出问题。浆料粘度、走带速度、烘箱温度……变量太多。极片的面密度一致性,直接决定电池的容量和内阻。别小看这点,同一批电池,容量差个5%,客户就投诉。更要命的是,涂布缺陷不太容易全检。划痕、气泡、颗粒、边缘厚边……这些玩意到后面卷绕才会暴露。那时候,一片极片的成本可不低。前端不控,后段白送。 锂电池极片涂布质量在线检测系统
怎么办?在线检测是必须的。激光测厚、CCD视觉、甚至是X-ray。但检测只是事后救火,真正的功夫在工艺参数。我总结过,涂布环节有三个天敌:湿度、振动、以及操作人员的侥幸心理——“上次这样调也没事啊”。结果就是批量异常。所以现在好点的工厂都搞SPC统计过程控制,实时监控,超差立刻停机。这玩意儿虽然增加成本,但比起报废,划算太多。
问:小批量试产时涂布好好的,一放量就完了,原因在哪?
锂电池极片涂布质量在线检测系统
怎么办?在线检测是必须的。激光测厚、CCD视觉、甚至是X-ray。但检测只是事后救火,真正的功夫在工艺参数。我总结过,涂布环节有三个天敌:湿度、振动、以及操作人员的侥幸心理——“上次这样调也没事啊”。结果就是批量异常。所以现在好点的工厂都搞SPC统计过程控制,实时监控,超差立刻停机。这玩意儿虽然增加成本,但比起报废,划算太多。
问:小批量试产时涂布好好的,一放量就完了,原因在哪?答:大概率是浆料批次稳定性。碳酸锂涨跌那么凶,供应商掺点什么你都不知道。小试时用的那桶浆料可能是精挑细选的,大批量一来就原形毕露。另外烘箱的热场也有差异,量产时极片走带速度快,干燥动力学变了。很多人忽略这点。
卷绕/叠片:张力控制的玄学
从涂布车间出来,极片要分切,然后去卷绕或叠片。这里就进入“玄学”区域了——张力控制。我以前跟一个老师傅聊,他说卷绕的张力就像拉面,劲大了断面,劲小了松垮。隔膜、正极、负极,三种材料不同的杨氏模量,得同步绷紧。包拯入的隔膜厚仅9μm,比保鲜膜还薄,稍微张力波动,就可能褶皱或撕裂。极片错位超过0.5mm,这电芯就有短路风险。你想想,一台动力电池动辄上百个电芯,一个电芯报废,整个模组都跟着倒霉。异物混入是大忌。车间洁净度要达十级、千级,但人一走动,微粒还是乱飞。有一次,他们发现自放电率突然升高,拆解电芯,找了半天,原来是极片边缘的微小毛刺,刺穿隔膜了。毛刺哪来的?分切刀的磨损。谁能想到? 锂电池卷绕工艺极片对齐度检测
所以说,卷绕这个环节,与其讲技术,不如讲敬畏。得死抠每一个细节。视觉系统实时监测对齐度,张力传感器闭环反馈,甚至每卷原料的厚度都要输入到系统里自适应。还有一点容易被忽视——环境温度。隔膜在25℃和28℃下,热膨胀系数不一样,张力会轻微变化。听起来矫情,可是做大容量电芯时,这一点点变化,就会让电芯内部应力不均,循环寿命打折。
问:叠片和卷绕,到底哪种更适合下一代电池?
锂电池卷绕工艺极片对齐度检测
所以说,卷绕这个环节,与其讲技术,不如讲敬畏。得死抠每一个细节。视觉系统实时监测对齐度,张力传感器闭环反馈,甚至每卷原料的厚度都要输入到系统里自适应。还有一点容易被忽视——环境温度。隔膜在25℃和28℃下,热膨胀系数不一样,张力会轻微变化。听起来矫情,可是做大容量电芯时,这一点点变化,就会让电芯内部应力不均,循环寿命打折。
问:叠片和卷绕,到底哪种更适合下一代电池?答:没有绝对。卷绕效率高,但内应力大,大容量方壳电池后期容易变形;叠片均匀性好,适合长薄电芯,但设备投入高、效率上不去。现在有厂家搞专利融合方案——先卷绕一个扁平的芯子,然后再用Z式叠片。反正都是为了折中。我个人觉得,如果真的固态电池来了,叠片可能更有优势,因为固态电解质更脆。
化成与分容:电池“出生”的最后关卡
 化成与分容:电池“出生”的最后关卡
极片做完、装配完,并不算完。电芯还要经历化成,也就是第一次充电,让电解液和负极反应,形成SEI膜。这个膜的好坏,直接决定电池寿命和安全性。化成太慢,产能上不去;化成太快,SEI膜不稳定,后期容量衰减快。很多厂为了赶交付,悄悄缩短时间,后面客诉不断。
化成过程中,会产生气体,需要及时抽走,不然气泡会影响极片接触。而且气体里有易燃的,安全是大问题。我有一次参观,看到化成间每个通道都有独立的灭火系统,氮气保压。化成设备还配了很多传感器——电压、电流、内压、温度。有一点点异常,立刻分容静置后重新测试。分容就是考验一致性。通过充放电循环,筛选出容量、内阻接近的电芯。现在的分容柜都是256通道甚至更多,一个柜子一天能测几千只。数据上传MES,自动分组。但最头疼的是,化成后的自放电筛选。得在仓库静置7到15天,测压降。这个仓库很金贵,占地方又费时间。于是有人想快速筛选,高温老化替代常温静置,但准确度嘛……各家自己知道。
问:新电池的化成时间有没有可能大幅度缩短?
化成与分容:电池“出生”的最后关卡
极片做完、装配完,并不算完。电芯还要经历化成,也就是第一次充电,让电解液和负极反应,形成SEI膜。这个膜的好坏,直接决定电池寿命和安全性。化成太慢,产能上不去;化成太快,SEI膜不稳定,后期容量衰减快。很多厂为了赶交付,悄悄缩短时间,后面客诉不断。
化成过程中,会产生气体,需要及时抽走,不然气泡会影响极片接触。而且气体里有易燃的,安全是大问题。我有一次参观,看到化成间每个通道都有独立的灭火系统,氮气保压。化成设备还配了很多传感器——电压、电流、内压、温度。有一点点异常,立刻分容静置后重新测试。分容就是考验一致性。通过充放电循环,筛选出容量、内阻接近的电芯。现在的分容柜都是256通道甚至更多,一个柜子一天能测几千只。数据上传MES,自动分组。但最头疼的是,化成后的自放电筛选。得在仓库静置7到15天,测压降。这个仓库很金贵,占地方又费时间。于是有人想快速筛选,高温老化替代常温静置,但准确度嘛……各家自己知道。
问:新电池的化成时间有没有可能大幅度缩短?答:有在搞高温加压化成,可以缩短到24小时甚至更短,但问题是高温下副反应多,SEI膜结构可能就不一样了。还有脉冲化成,用大电流脉冲充电,据说能降低极化,省时间。但这些都是双刃剑,量产稳定性还得看。最怕的就是为了追求效率,牺牲长期可靠性。
模组与PACK:集成背后的暗流
单体电芯只是开始,模组和PACK才是直面整车的环节。激光焊接是主流——汇流排与电芯极柱的连接。焊接飞溅、虚焊、过焊,全是麻烦。别以为激光焊就是点一下完事,功率、离焦量、焊接速度、保护气体,都有讲究。飞溅的小颗粒掉进去,形成硬短路或软短路,够你查半天。现在普遍采用振镜扫描,甚至实时视觉监控熔池。但焊后质检还是难题,超声检测、X-ray,速度慢成本高。很多缺陷是带病出厂。所以说,电池包安全是个系统工程。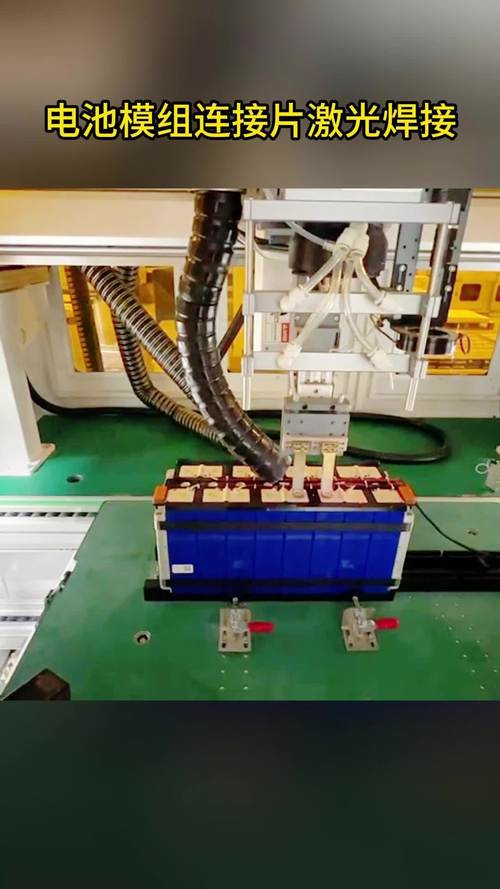 动力电池模组激光焊接过程监控
除了焊接,还有热管理。液冷板贴得平不平,导热胶涂得匀不匀,直接影响温升。一个模组里,中间电芯和边缘电芯温差大,衰减速率不一样,整个包的寿命就木桶效应。BMS(电池管理系统)标定也挺坑。得在环境舱里跑各种工况,提取数据建模型。标定如果不准,SOC显示忽高忽低,用户骂娘。更严重的,过充过放保护失灵,那就是事故。💡
新能源这场变革,把制造业逼到了极限。我以前觉得汽车制造已经够精密了,现在看电池,那才叫螺蛳壳里做道场。赚快钱的时代过去了,剩下的都是硬骨头。下回去工厂,我打算重点看看他们的在线检测数据和不良品分析报告,比听PPT实在多了。✅
动力电池模组激光焊接过程监控
除了焊接,还有热管理。液冷板贴得平不平,导热胶涂得匀不匀,直接影响温升。一个模组里,中间电芯和边缘电芯温差大,衰减速率不一样,整个包的寿命就木桶效应。BMS(电池管理系统)标定也挺坑。得在环境舱里跑各种工况,提取数据建模型。标定如果不准,SOC显示忽高忽低,用户骂娘。更严重的,过充过放保护失灵,那就是事故。💡
新能源这场变革,把制造业逼到了极限。我以前觉得汽车制造已经够精密了,现在看电池,那才叫螺蛳壳里做道场。赚快钱的时代过去了,剩下的都是硬骨头。下回去工厂,我打算重点看看他们的在线检测数据和不良品分析报告,比听PPT实在多了。✅