电动汽车制造的工业革命:从流水线到智能工厂
上周去苏州看了某家电池工厂的产线改造,回来路上跟团队吐槽——电动汽车真是把传统制造工艺按在地上摩擦。十年前谁想得到,如今动力电池的极片涂布速度能飙到80米/分钟?堆叠精度控制在±0.5毫米?可不止这些名堂。
电池制造的极限竞速
宁德时代、比亚迪这些头部玩家,已经把良品率卷到了99.9%以上。什么概念?就是每百万个电芯里,报废的不超过一千个。但别以为这就稳了——💡 电极浆料的混料工艺、涂布干燥的温控曲线,差之毫厘,内阻就飙升,循环寿命直接腰斩。说实话,现在搞电池,就像在针尖上跳舞。❗
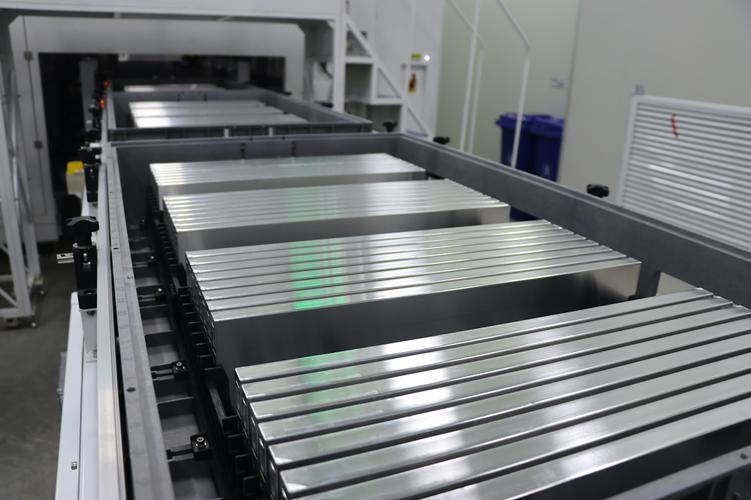
 电动汽车锂电池全自动叠片工艺生产线
电动汽车锂电池全自动叠片工艺生产线
叠片还是卷绕?争论了五年没停过。叠片内阻低,散热好,但效率上不去。去年有家设备商搞出了“闪电叠片”,一秒叠八片,直接把卷绕的性价比优势打没了。⚠️ 不过,设备投资翻倍,中小厂根本玩不起。对吧?这就是现实的鸿沟。
问:固态电池到底卡在哪?量产喊了好几年了。
答:半固态的蔚来已经装车跑了,但全固态,界面阻抗和冷压工艺这两座大山还没翻过去。实验室里循环一千次没问题,一到GWh级别产线,一致性就崩。我估计,没有三五年,别想看到靠谱的量产。但话说回来,一旦突破,整个制造体系都得洗牌——现在的液态电解液注液工序,可能直接淘汰。
车身革命:一体化压铸的魔力
特斯拉弄出Giga Press的时候,很多老工程师嗤之以鼻:一辆车用一整个铝铸件?疯了吧。可现在呢?问界M9的后地板、长安深蓝的超级一体式车身,全都跟进了。✅ 免热处理铝合金材料、超大吨位压铸机、真空压铸工艺,这三板斧下去,后地板零件从70多个减到1个,焊接点减少800多个,产线缩短30%。说实话,我第一次看到6100吨压铸机开模的场面,像看科幻片。
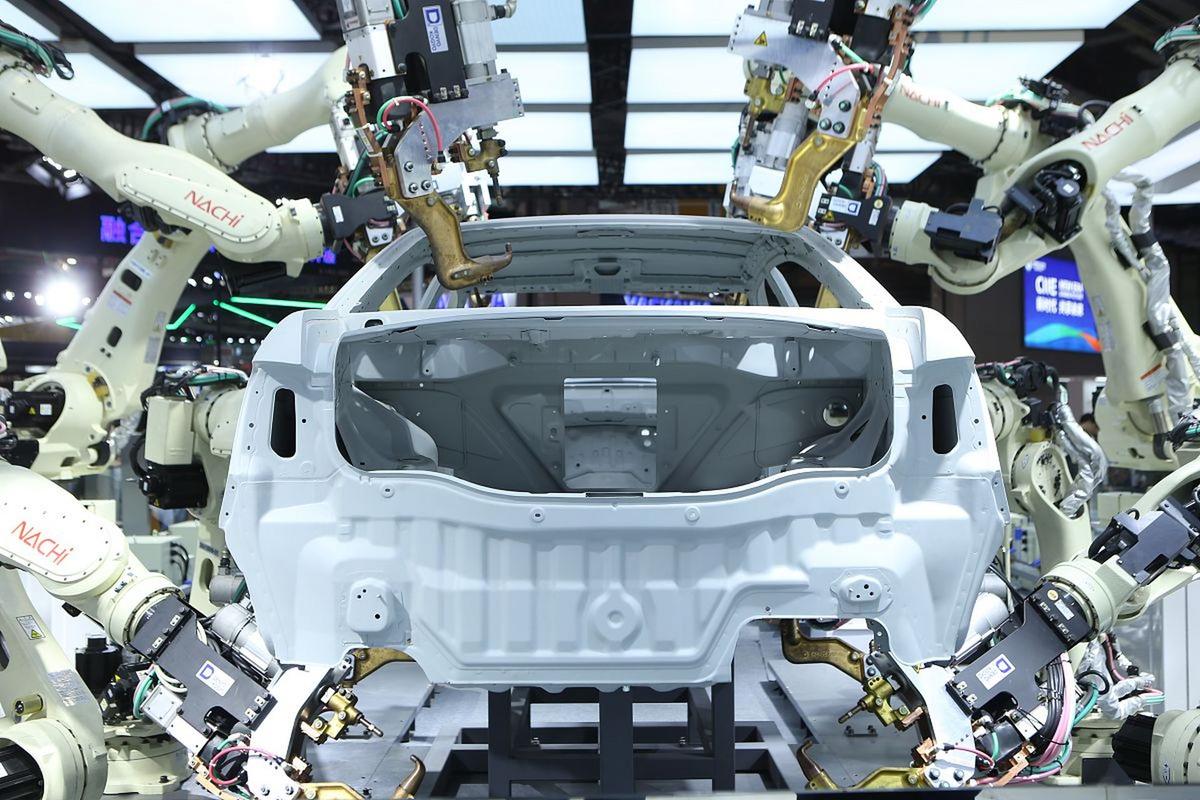 特斯拉Giga Press一体化压铸大型铸件脱模
特斯拉Giga Press一体化压铸大型铸件脱模
但别急着叫好。压铸模具的寿命一直是心头病,钢水冲刷一下就是几十万的开销。而且,大型铸件的内部缺陷检测至今没有完美方案,X光探伤误判率还不低。万一召回,整个铸件报废,成本想想就肝颤。
问:没有特斯拉那体量,小主机厂能玩一体化压铸吗?
答:可以走“半集成”路线。比如前舱、后地板用压铸,门槛梁用铝型材,钢铝混合车身一样能减重20%,成本还低。或者几家联合采购,共享模具设计。去年浙江搞了个压铸联盟,就是这思路。别被舆论带偏,以为不搞全铝压铸就落伍了。
总装线的“静默”进化
 总装线的“静默”进化
总装线的“静默”进化
走进蔚来合肥新桥工厂的总装车间,安静得不像话。AGV满地跑,协作机器人直接跟工人肩并肩干活,拧螺丝都带扭矩反馈。一条线上能同时组装五款不同配置的车,靠的是全流程数字孪生系统。⚠️ 不过,这种柔性产线的投资,够建三个老式车间。但没办法,消费者现在等不了,订车要像点外卖一样快,制造端必须跟上。
数字化最让我兴奋的,其实是工艺仿真。以前改个焊点角度,要试错几十次,现在在软件里跑一遍就八九不离十。时间省了,材料省了,连新员工的培训都简单了。💡 但也带来新问题——懂工艺又懂软件的复合型人才,比媳妇都难找。
问:800V高压快充普及,对制造环节有什么影响?
答:影响大着呢!线束绝缘水平要提升,电驱壳体密封性要求更高,电池包的热管理回路要重新设计。产线上新增了耐压测试、脉冲高压测试等工位,对操作员的安全培训也更严苛。不是换个充电口那么简单,整个后段工艺都在变。
行业就这样,前浪还没上岸,后浪已经拍过来了。电动汽车的制造变革,远没到终局。说不定明年再看,今天的这些“黑科技”又得翻篇。挺好,逼着所有人往前跑。