精益生产为何越推越累?别把手段当目的
上周去了一家汽配厂,车间主任老周拉着我诉苦——‘看板也挂了,5S也做了,每天开晨会,可效率就是上不去,工人还嫌烦。’他说这话的时候,旁边一块写着‘持续改善’的看板正歪歪扭扭挂着,边缘都卷起来了。我问他:你们做5S,是为了让客户来参观时好看,还是真的想消除浪费?他愣了一下。哎,这问题其实戳中太多工厂的痛点。
精益生产这套东西,从丰田传出来都快七十年了。准时化、自働化、看板拉动……这些词工业圈没人陌生。可你发现没有,有的企业搞精益搞得热火朝天,成本哗哗降;有的却搞成一场运动,顾问一走全打回原形。区别在哪?不是工具没用,是用工具的人压根没搞懂精益的魂。
 凌乱的工厂车间5S管理失败案例
凌乱的工厂车间5S管理失败案例
别再把精益当成工具箱了
 别再把精益当成工具箱了
别再把精益当成工具箱了
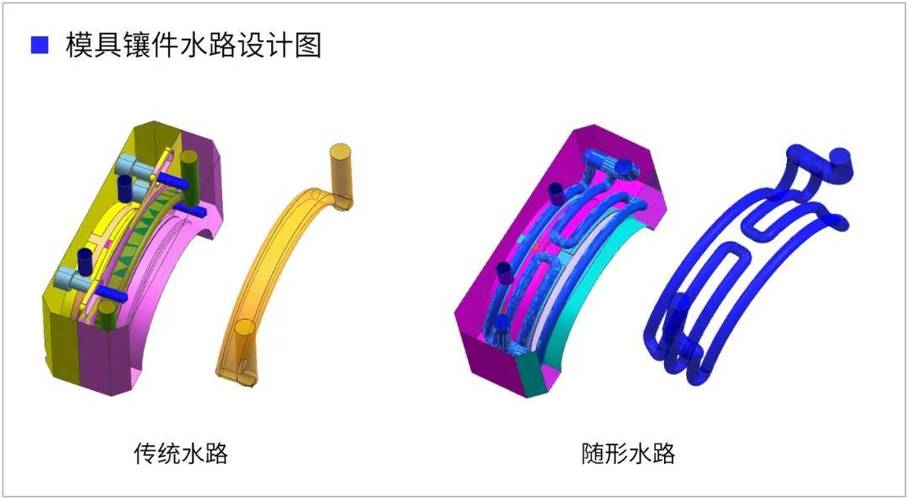
我见过一个很有意思的案例。两家同样做钣金的中型企业,都请了咨询团队推精益。A公司花大价钱上了条柔性产线,U型布局、单件流,墙上VSM图(价值流图)画得漂漂亮亮。结果三个月后,在制品库存反而多了。为啥?因为计划部还是按批量下生产指令,产线再柔性也架不住前道冲压一换模具就是半天——他们根本没理解‘流动’的前提是快速切换。B公司呢,没急着动设备,先带着班组长蹲在焊接工位掐秒表,发现焊工每天取料要走2000步。就挪了个料架位置,加了个脚踏式夹具,一周之内单件工时降了12%。尝到甜头后,他们自己就开始琢磨下一个瓶颈。这个对比太典型了:精益的本质是暴露问题、培养人解决问题,而不是堆砌工具。
说实话,现在很多精益培训都在教‘怎么做’,很少教‘为什么做’。5S就是打扫卫生?标准化就是写作业指导书贴墙上?笑话。5S的真正目的是让异常无处遁形——地面油渍没清理,设备泄漏你就看不见;工具阴影板缺失,少了东西你不知道。这些细微处,才是精益的毛细血管。如果你把5S搞成应付检查的表演,那还不如不做,省得工人骂管理层形式主义。
💡 一个小建议:下次你做Gemba Walk(现场巡视)时,别只看报告,蹲下来看设备底座有没有撒落的螺栓,看物料筐里的合格证是不是过期了。这些才是真实的‘改善宝藏’。
问:我们厂已经做了三年精益,改善项目做了上百个,为什么财务指标没明显变化?
答:这种情况我管它叫‘改善孤岛’。每个项目单独看都很成功——比如换模时间缩短50%,不良率降到0.5%——但它们没有串联起来。精益是个系统,准时化需要看板牵引,看板需要平准化生产,平准化又需要快速切换。如果只做局部优化,全局没打通,就像你换了台更快的计算机,但网速还是拨号,整体快不了。另一个可能:改善节省的工时没有被有效利用。一个工位省出2秒,一天省出半小时,如果这半小时让工人闲着,成本没降;如果把这半小时转化成多产出,且后工序能消化,才有财务价值。你必须问自己:省下来的时间、场地、资金,公司用来干什么了?没有目地的省钱,只是数字游戏。
还有个坑——很多企业用‘精益项目数量’考核管理者。结果呢,大家拼命做容易出成绩的小改善,没人碰那些跨部门的老大难问题。比如计划不准导致的反复调度,这事涉及销售、生产、采购,谁都不愿牵这个头。于是库存居高不下,却年年看着一堆‘单点改善’报表沾沾自喜。要我说,精益做没做对,别看项目数量,看库存周转天数、看交付准时率、看员工主动提出改善的条数。这三个数字会说真话。
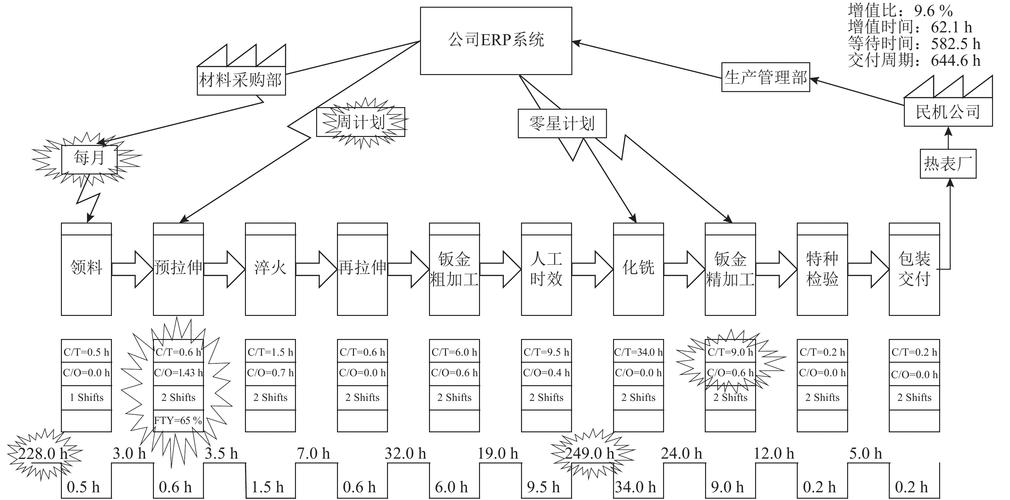 汽车零部件工厂价值流图改善前后对比
汽车零部件工厂价值流图改善前后对比
数字化时代,精益过时了吗?
去年有个做MES的软件商跟我说:‘现在都工业4.0了,设备数据自动采集,精益那套靠人看板拉动的方式落伍了。’我差点没笑出声。一个企业连标准节拍都没有,基础数据一塌糊涂,上MES不过是把混乱实时投影到大屏上——更快地看到自己怎么乱。数字化是放大器,不是救世主。精益的‘自働化’(带人字旁的動),强调机器出现异常时自动停止并通知人,这和IoT传感器报警道理相通。但如果你连异常判断的基准都没定义清楚,传感器报警只会演变成‘狼来了’。
我看到的最新实践是:先把精益流线化做好,工艺稳定了,再用数字化工具纵深抓数据。比如宁波一家注塑企业,在机台加装IoT盒子,锁定模具温度和注射速度,一旦超出精益改善时确定的最佳区间,系统直接停机会通知班组长。他们把这叫‘电子防错桩’。但这套东西运行的前提,是他们通过大半年的精益改善,已经搞清楚什么参数波动真的影响毛边,什么只是噪声。❗ 顺序不能错:先精益化,再数字化。否则就是花大钱给烂流程穿金戴银。
问:小批量多品种的车间,怎么推精益?听说单件流对大批量才有效。
答:这误解大了。单件流的核心不是‘一件’,是‘流动’。小批量多品种恰恰需要流动,因为时间都耗在等待上——等图纸、等刀具、等上一个订单干完。对策:从工艺成组入手。把相似零件归类,搞成组技术,缩短切换辅助时间;然后用线边化布局,把常用刀具、量具直接配到工位,减少走动。根本不需要追求全厂单件流,可以在某个价值流段试‘连续流’。比如机加到热处理之间,原来堆着一托盘一托盘的在制品,改成小批转运,立刻就看到效果:整体交付周期能缩短40%以上。别迷信教条,把精益原则当公式套用,那是书呆子做法。
说到这里,想起一个特讽刺的事。有家工厂学‘看板拉动’,生搬硬套地在每个工序都放三角看板,硬生生把组装线前的物料区弄成了迷宫。其实拉动只需要在关键环节设置——成品超市拉动组装,组装拉动前工序的少量缓冲,再往前多数可以用顺序计划。他们搞复杂了,工人看不懂,文员天天调卡片。后来撤掉三分之二的看板,直接用双箱法简化,顺畅多了。所以,精益永远是‘够用就好’,过度设计是另一种浪费。
现在很多年轻人不爱进工厂,说枯燥。但一个真正在推行精益的车间,其实充满脑力挑战。我常跟班组长聊:你每天来车间,是像侦探一样在找异常,还是在等下班?前者会越干越兴奋,后者就是个监工。精益的最终落脚点是人——让一线人员具备发现问题的眼光,拥有改善的权力。这才是它最性感的地方,可惜太多企业只看到了‘削减成本’四个字。
✅ 最后啰嗦一句:如果你正准备在厂里推精益,别急着买设备、请顾问。先问问自己,管理层愿不愿意每天去现场站半小时?愿不愿意让工人把问题摆上台面而不挨骂?如果答案是否定的,工具再先进也白搭。精益不是一场运动,是一种活法。这话听着虚,做过的人才懂。