齿轮崩了?聊聊那些年我们踩过的坑——齿轮设计、加工与失效深度谈
干了二十多年机械,最怕听到车间里传来那声闷响。不用猜,八成是齿轮出事了。说实话,齿轮这东西,看着简单,一齿一槽,模数算对,压力角选好,似乎就能转起来。但,真这么简单?
上个月,我亲手拆了一台减速机,太阳轮齿全崩了,好家伙,跟被啃过似的。几个年轻工程师围着看,一脸茫然。我摸了一把齿面,黏糊糊的,油都变成沥青渣了。瞬间来气——又是润滑不良闹的。但根源呢?其实在几个月前的设计评审我就提过,油路截面太小,高负载时流量不够。没人听啊!结果呢,齿轮箱直接报废,生产线停了一天,损失几十万。
回过头想,这种失败本来完全可以避免。哎,不提了,一肚子火。
齿轮不是标准件?别被样本忽悠了
 齿轮不是标准件?别被样本忽悠了
齿轮不是标准件?别被样本忽悠了
很多刚入行的人以为,齿轮嘛,选个标准模数,找个供应商,买来装上就行。大错特错!标准齿轮确实存在,但实际工况千奇百怪,哪能一劳永逸?
举个例子,高速重载情况下,标准渐开线齿形根本扛不住。必须修形,齿顶修缘、齿向修鼓,减少啮合冲击。这活儿,懂行的磨齿师傅调个参数就完事,但外行根本不知道还有这一步。结果齿轮跑起来噪音大得像拖拉机,三个月齿面点蚀。然后怪齿轮质量差?怪谁呢——怪自己没做变位吧!
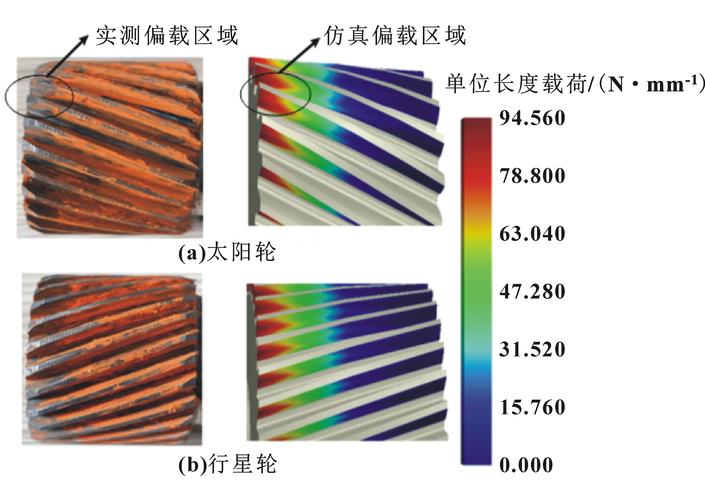 齿轮修形前后齿面接触斑点对比图
齿轮修形前后齿面接触斑点对比图
说到变位,又是一个坑。为了凑中心距,或者避免根切,我们经常用变位齿轮。但变位系数选不好,齿顶变尖,强度一落千丈。我见过一家厂,用了正变位,齿顶圆直径算对了,但没校核齿顶厚,结果跑了一个礼拜,齿顶崩角,碎片把整个齿轮箱打得稀巴烂。❌
所以,齿轮设计这玩意儿,是艺术,更是血泪教训堆出来的。别轻信标准,每一个参数都要放在实际载荷谱里拷打。
齿轮加工:磨齿和珩齿,谁更靠谱?
 齿轮加工:磨齿和珩齿,谁更靠谱?
齿轮加工:磨齿和珩齿,谁更靠谱?
现在都追求高精度,动不动就要5级、6级精度。磨齿机满大街,但成本吓人。珩齿便宜,不过有人认为珩齿只能改善表面粗糙度,不能纠正误差。这话对,也不对。
传统珩齿确实修正能力弱,但强力珩齿技术出来好几年了,能切除相当余量,还能闭环控制。去年我们试了一批,齿形精度比磨齿还稳定。但有一个致命缺点:对刀尖圆角敏感,根部圆角搞不好,应力集中,断齿风险飙升。我们报废了一整批齿轮,因为珩齿后齿根出现微裂纹,探伤漏了,装到风电齿轮箱里,在戈壁滩上运行了半年就断了。运输更换的成本比齿轮本身贵十倍。✅血的教训。
 强力珩齿机床加工大型齿轮实景
强力珩齿机床加工大型齿轮实景
磨齿还是主流,但磨削烧伤问题防不胜防。表面硬度一降,耐磨性立马完蛋。现在靠酸洗检测,但那是破坏性的,抽检总有漏网之鱼。我们正尝试巴克豪森噪声法在线检测,还在摸索。不过话说回来,热处理做好了,磨齿余量留少了,风险也低些。
热处理!重中之重。渗碳淬火,这工序偷懒的厂太多了。深层不够,表面硬度虚高,芯部硬度不足,齿轮一受冲击,齿就整体折断。很多厂家只顾表面硬度,HRC60出头就交货,芯部呢?HRC28都不到。德国人对此要求极严,芯部要30以上,还要看金相组织,残余奥氏体不能超15%。咱们呢?有些采购根本不懂,看价格低就下单,最后倒霉的是终端用户。
问:齿轮材料怎么选?45钢调质可以用在高负载吗?
答:当然可以,但得有前提。45钢调质硬度一般在HB200-250,强度极限600MPa左右,做低速、平稳载荷的齿轮没问题。一旦载荷冲击大了,或者速度上来了,齿面很快就会塑性变形,然后剥落。建议重载场合还是上合金钢,40Cr调质后比45钢强,再配合表面淬火,齿面HRC50以上,寿命翻几倍。如果成本允许,直接上20CrMnTi渗碳淬火,芯部韧性好,表面耐磨,最稳妥。但千万注意热处理变形,磨齿余量至少留0.2mm。
问:齿轮噪音大,除了精度还有啥原因?
答:我遇到的情况里,至少一半不是精度问题。第一,箱体刚度!箱体变形导致齿轮啮合偏载,噪音就刺耳。我们曾经把铸铁箱体换成焊接结构,刚度提高30%,噪音降了5分贝。第二,润滑油粘度,太稀油膜薄,啮合冲击噪音大;太稠搅油损失大,温度高,效率低。选油必须按工况来。第三,微观修形,刚才说了,不修形,即使5级精度,噪音也大。所以别一听到噪音就怪磨齿没磨好,是系统问题。
齿轮失效:我见到的奇葩事
齿轮失效分析做多了,你会发现人类有多离谱。有一次,一台新装配的齿轮箱出厂测试一切良好,到了客户现场,空载转了几小时,齿面就出现剥落。查了半天,发现是防锈油没清洗干净,混入润滑油,油膜强度剧降。还有一次,用户把冷却水接到齿轮箱润滑油冷却器上,结果接头漏水,油里进了水,乳化得一塌糊涂,整个齿轮系锈成了铁疙瘩。我可真服了。❗
常见的失效还是那几种:点蚀、剥落、断齿、磨损、胶合。胶合最危险,高速重载下缺油,瞬间温度飙升,齿面金属直接焊合然后撕裂,这过程几秒钟就够,整个齿轮面目全非。预防办法?提高润滑油极压性,加强供油。但说真的,油泵一坏,什么都没用。我们就曾吃过这亏,后来在油路加装流量传感器和温度报警,才稍微安心。
磨损看似慢性病,但磨到一定程度,齿厚减薄,强度下降,突然就断了。所以定期测齿厚,用齿轮卡尺或专用公法线千分尺量一量,值了。但很多工厂根本不做,定期换油就不错,还测齿厚?做梦呢。
说实话,齿轮这一行干久了,你会有敬畏之心。它像一头安静的巨兽,伺候好了,安安静静传扭矩,效率98%以上;伺候不好,一声闷响,让你破产。这种反差,太刺激了。
近几年,塑料齿轮在汽车电子、家电领域用得越来越多。POM、PA66加玻纤,噪音低,自润滑,成本低。但温度一高,强度衰减严重,蠕变就出来了。我们做过实验,80℃以上,PA66齿轮的承载能力下降40%。所以选材时一定要看热变形温度。还有金属嵌件注塑齿轮,解决强度问题,但工艺复杂,模具贵。不过话说回来,注塑一致性比机加工好,量产成本优势明显。对于一些轻载、低噪音场合,塑料齿轮已经能把金属齿轮打得满地找牙。💡
 汽车座椅调节器用塑料齿轮组特写
汽车座椅调节器用塑料齿轮组特写
3D打印齿轮也是个热点。SLM金属打印能做出复杂的内部流道,轻量化,但表面粗糙度高,疲劳强度差,直接跑的话,估计没几个循环就断了。目前只能做原型或者低应力零件。我们打印了一批316L的齿轮做实验,齿面粗糙度Ra 12μm,传统磨齿0.8以下,天壤之别。必须后处理,喷砂+表面滚压,勉强能用。但成本太高,航空领域或许接受,普通工业,算了吧。
问:粉末冶金齿轮怎么样?
答:性价比超高,中小模数批量生产利器。精度能达到8级,强度接近锻造钢的90%,但致密度到不了100%,注意,孔隙容易吸油,有时能当自润滑轴承用,但也可能影响疲劳。铁基粉末冶金齿轮热处理后硬度很高,但韧性差。我们试过把温压工艺和表面致密化结合起来,齿面致密化处理后强度明显提升,汽车小油泵齿轮用这个方案非常好。不过粉末冶金模具贵,量大才划算。小批量还是直接滚齿吧。
最后,祝各位工程师,抽检必过,噪音不超标,齿轮箱不漏油。就这些吧,说多了都是泪。