质量控制:放弃全检,拥抱统计过程控制(SPC)
上周去一家汽配厂,老板拉着我大倒苦水。他说,他们给主机厂供的轴承套圈,出厂前100%全检,结果还是被投诉有裂纹。更让他崩溃的是,客户那边的抽检居然揪出了3个不合格品。他一脸绝望:“全检都防不住?” 我瞄了一眼他们的检验台——三坐标测量机边上堆着成堆的零件,质检员手忙脚乱,记录本上歪歪扭扭的数字。我问他,你们做过过程能力分析没?他愣了一下:“那是什么?”
唉。这可不是个例。太多人把质量控制等同于“死命地检”,检完就觉得自己尽责了。但质量控制从来不是靠检测——它靠的是预防,是靠过程控制。今天,我想聊聊统计过程控制(SPC),这个被严重低估的武器。
 汽车零部件生产线SPC控制图看板
小批量车间使用移动极差控制图监测零件尺寸
SPC的灵魂:控制图到底该怎么看?
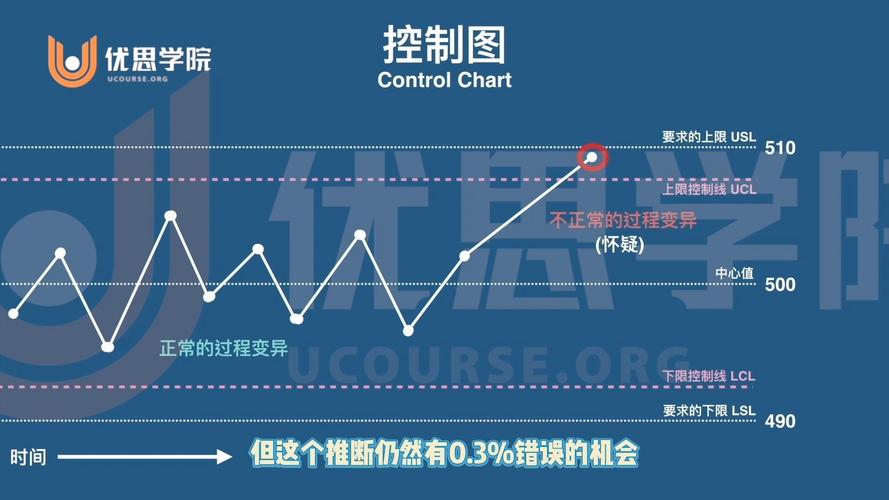
说到SPC,就绕不开控制图。我第一次接触控制图时,简直一头雾水。上下两条红线,中间一条绿线,点子在跳来跳去——这玩意儿能预警?后来才明白,控制图其实是在告诉你过程的“心跳”是否正常。
控制图里最核心的规则,不是“点不出界就没事”。⚠️ 那是外行理解。真正要警惕的是“非随机模式”:连续7点在同一侧、连续7点上升或下降、点呈现周期性变化……这些迹象表明过程已经不稳定了,哪怕没有一个点超界。举个例子,刀具有磨损趋势,尺寸会逐渐变大,控制图就会呈现连续上升——这时候你调整刀具,就能避免后续产生超差件。
控制图的选用也大有讲究。离散型数据(如缺陷数)用p图、u图;连续型数据(如尺寸)用Xbar-R图或Xbar-S图。别乱套。我见过一家厂把p图用在尺寸控制上,结果虚警一堆。这不是SPC没用,是自己用错了。
💡 一个容易被忽视的细节:子组抽样策略。抽样的原则是组内差异最小化,组间差异最大化。比如,连续加工5个零件作为一个子组,这样组内差异代表的是过程的固有波动;而不同班次、不同材料批次的子组之间的差异,则反映过程的异常波动。违背这个原则,控制图的灵敏度直线下降。
问:我们用了SPC,控制图天天画,但质量还是出问题,为什么?
答:冒昧问一句,你们用控制图是“画给客户看”的吧?很多企业搞SPC纯粹为了应付审核,记录全是假的,或者画完图就锁柜子里,根本不看。SPC的精髓在于实时监控和响应。必须建立异常处理机制:控制图触发警报后,现场操作工是否有权停机?工程师是否在指定时间内分析原因并给出对策?没有闭环,SPC就是废纸一堆。另外,可能是您控制限设定不合理,很久没更新了。过程改进后,控制限必须重新计算。
工厂质量检验员使用三坐标测量机检测精密零件形位公差
放弃幻想,过程控制才是王道
质量控制走到今天,数字化工具已经让SPC脱胎换骨。实时数据采集、自动判异、报表一键生成……但技术再好,也救不了僵化的思维。有些人总觉得,只要买了昂贵的检测设备,上了SPC软件,质量就好了。醒醒吧。真正的质量改进,发生在你停下机器,根据控制图预警去调整参数的那一刻。
别让质量控制变成“质量控制部”的事情。生产操作者必须是控制的第一责任人,质量人员应该转型为教练和审核者。这种文化转变,比所有工具都重要。
说到底,质量不是检出来的,也不是说出来的,是做出来的。而SPC,就是让你“做”得更有依据,更安心。共勉。
汽车零部件生产线SPC控制图看板
小批量车间使用移动极差控制图监测零件尺寸
SPC的灵魂:控制图到底该怎么看?
说到SPC,就绕不开控制图。我第一次接触控制图时,简直一头雾水。上下两条红线,中间一条绿线,点子在跳来跳去——这玩意儿能预警?后来才明白,控制图其实是在告诉你过程的“心跳”是否正常。
控制图里最核心的规则,不是“点不出界就没事”。⚠️ 那是外行理解。真正要警惕的是“非随机模式”:连续7点在同一侧、连续7点上升或下降、点呈现周期性变化……这些迹象表明过程已经不稳定了,哪怕没有一个点超界。举个例子,刀具有磨损趋势,尺寸会逐渐变大,控制图就会呈现连续上升——这时候你调整刀具,就能避免后续产生超差件。
控制图的选用也大有讲究。离散型数据(如缺陷数)用p图、u图;连续型数据(如尺寸)用Xbar-R图或Xbar-S图。别乱套。我见过一家厂把p图用在尺寸控制上,结果虚警一堆。这不是SPC没用,是自己用错了。
💡 一个容易被忽视的细节:子组抽样策略。抽样的原则是组内差异最小化,组间差异最大化。比如,连续加工5个零件作为一个子组,这样组内差异代表的是过程的固有波动;而不同班次、不同材料批次的子组之间的差异,则反映过程的异常波动。违背这个原则,控制图的灵敏度直线下降。
问:我们用了SPC,控制图天天画,但质量还是出问题,为什么?
答:冒昧问一句,你们用控制图是“画给客户看”的吧?很多企业搞SPC纯粹为了应付审核,记录全是假的,或者画完图就锁柜子里,根本不看。SPC的精髓在于实时监控和响应。必须建立异常处理机制:控制图触发警报后,现场操作工是否有权停机?工程师是否在指定时间内分析原因并给出对策?没有闭环,SPC就是废纸一堆。另外,可能是您控制限设定不合理,很久没更新了。过程改进后,控制限必须重新计算。
工厂质量检验员使用三坐标测量机检测精密零件形位公差
放弃幻想,过程控制才是王道
质量控制走到今天,数字化工具已经让SPC脱胎换骨。实时数据采集、自动判异、报表一键生成……但技术再好,也救不了僵化的思维。有些人总觉得,只要买了昂贵的检测设备,上了SPC软件,质量就好了。醒醒吧。真正的质量改进,发生在你停下机器,根据控制图预警去调整参数的那一刻。
别让质量控制变成“质量控制部”的事情。生产操作者必须是控制的第一责任人,质量人员应该转型为教练和审核者。这种文化转变,比所有工具都重要。
说到底,质量不是检出来的,也不是说出来的,是做出来的。而SPC,就是让你“做”得更有依据,更安心。共勉。
 汽车零部件生产线SPC控制图看板
汽车零部件生产线SPC控制图看板
为什么全检是个坑?——你以为的安全感全是错觉
先泼盆冷水:100%全检,在大多数情况下,根本不可靠。别急着反驳。听我说个数据:大量研究证明,人工目视检验的平均有效率只有80%左右。也就是说,每10个缺陷,你可能只看到8个。疲劳、注意力下降、标准模糊……这些都会让检验员漏掉缺陷。如果你还指望100%全检能堵住所有问题,那真的太天真了。 况且,全检成本高得吓人。你去算过检验一个零件的综合成本吗?人工、设备折旧、量具校准、时间……有些精密零件,光是等温就得好几个小时。更致命的是:全检是事后检验。零件都已经做出来了,废了就是废了,你检出不良品只是避免了流出,但浪费已经造成。而质量控制的核心是预防缺陷的发生,不是当救火队员。 于是,SPC就派上用场了。 问:我们厂品种多、批量小,一天换产好几次,SPC用得上吗? 答:很多人以为SPC只适合大批量生产。其实不然。小批量也可以玩转SPC,只不过方法要变通。传统控制图需要至少25个子组数据,但你可以用短期过程能力研究,或者采用适合小批量的控制图,比如移动极差控制图(I-MR图)。关键是建立过程模型,一旦过程稳定,哪怕只生产几十个,也能判断其能力。别拿“小批量”当借口,那是偷懒。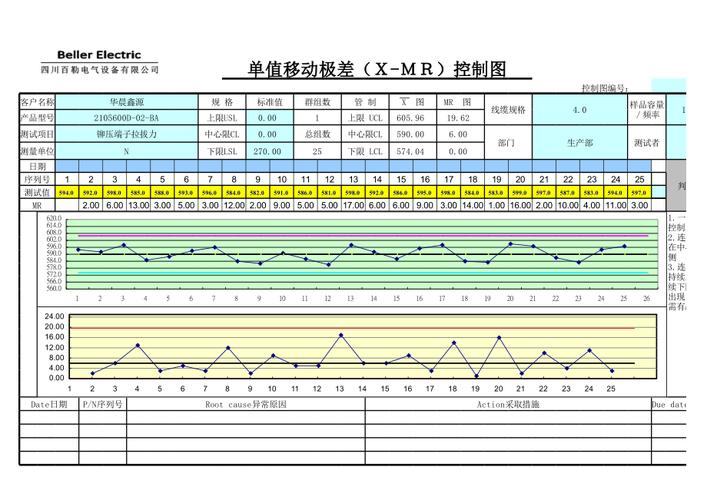 小批量车间使用移动极差控制图监测零件尺寸
小批量车间使用移动极差控制图监测零件尺寸
SPC的灵魂:控制图到底该怎么看?
 SPC的灵魂:控制图到底该怎么看?
说到SPC,就绕不开控制图。我第一次接触控制图时,简直一头雾水。上下两条红线,中间一条绿线,点子在跳来跳去——这玩意儿能预警?后来才明白,控制图其实是在告诉你过程的“心跳”是否正常。
控制图里最核心的规则,不是“点不出界就没事”。⚠️ 那是外行理解。真正要警惕的是“非随机模式”:连续7点在同一侧、连续7点上升或下降、点呈现周期性变化……这些迹象表明过程已经不稳定了,哪怕没有一个点超界。举个例子,刀具有磨损趋势,尺寸会逐渐变大,控制图就会呈现连续上升——这时候你调整刀具,就能避免后续产生超差件。
控制图的选用也大有讲究。离散型数据(如缺陷数)用p图、u图;连续型数据(如尺寸)用Xbar-R图或Xbar-S图。别乱套。我见过一家厂把p图用在尺寸控制上,结果虚警一堆。这不是SPC没用,是自己用错了。
💡 一个容易被忽视的细节:子组抽样策略。抽样的原则是组内差异最小化,组间差异最大化。比如,连续加工5个零件作为一个子组,这样组内差异代表的是过程的固有波动;而不同班次、不同材料批次的子组之间的差异,则反映过程的异常波动。违背这个原则,控制图的灵敏度直线下降。
问:我们用了SPC,控制图天天画,但质量还是出问题,为什么?
答:冒昧问一句,你们用控制图是“画给客户看”的吧?很多企业搞SPC纯粹为了应付审核,记录全是假的,或者画完图就锁柜子里,根本不看。SPC的精髓在于实时监控和响应。必须建立异常处理机制:控制图触发警报后,现场操作工是否有权停机?工程师是否在指定时间内分析原因并给出对策?没有闭环,SPC就是废纸一堆。另外,可能是您控制限设定不合理,很久没更新了。过程改进后,控制限必须重新计算。
SPC的灵魂:控制图到底该怎么看?
说到SPC,就绕不开控制图。我第一次接触控制图时,简直一头雾水。上下两条红线,中间一条绿线,点子在跳来跳去——这玩意儿能预警?后来才明白,控制图其实是在告诉你过程的“心跳”是否正常。
控制图里最核心的规则,不是“点不出界就没事”。⚠️ 那是外行理解。真正要警惕的是“非随机模式”:连续7点在同一侧、连续7点上升或下降、点呈现周期性变化……这些迹象表明过程已经不稳定了,哪怕没有一个点超界。举个例子,刀具有磨损趋势,尺寸会逐渐变大,控制图就会呈现连续上升——这时候你调整刀具,就能避免后续产生超差件。
控制图的选用也大有讲究。离散型数据(如缺陷数)用p图、u图;连续型数据(如尺寸)用Xbar-R图或Xbar-S图。别乱套。我见过一家厂把p图用在尺寸控制上,结果虚警一堆。这不是SPC没用,是自己用错了。
💡 一个容易被忽视的细节:子组抽样策略。抽样的原则是组内差异最小化,组间差异最大化。比如,连续加工5个零件作为一个子组,这样组内差异代表的是过程的固有波动;而不同班次、不同材料批次的子组之间的差异,则反映过程的异常波动。违背这个原则,控制图的灵敏度直线下降。
问:我们用了SPC,控制图天天画,但质量还是出问题,为什么?
答:冒昧问一句,你们用控制图是“画给客户看”的吧?很多企业搞SPC纯粹为了应付审核,记录全是假的,或者画完图就锁柜子里,根本不看。SPC的精髓在于实时监控和响应。必须建立异常处理机制:控制图触发警报后,现场操作工是否有权停机?工程师是否在指定时间内分析原因并给出对策?没有闭环,SPC就是废纸一堆。另外,可能是您控制限设定不合理,很久没更新了。过程改进后,控制限必须重新计算。
过程能力指数Cp/Cpk:别再被数字忽悠了
Cp/Cpk是衡量过程能力的黄金指标,但误解很深。首先明确:Cp是潜在能力,假设过程中心与规格中心重合;Cpk是实际表现,考虑了过程中心的偏移。一个Cp=2.0的过程,如果偏移严重,Cpk可能只有0.8。所以,只看Cpk不看Cp,你会错过优化机会;只看Cp不看Cpk,你会被漂亮数字蒙蔽。 还有一个坑:计算Cpk的前提是过程稳定。如果不稳定,算出的Cpk毫无意义。有些SQE动不动就要供应商提交Cpk≥1.33,却不管人家过程是否受控。这简直流氓。 记得有次评审,供应商拿出的报告显示Cpk=1.67,我要求看原始数据,结果发现过程有明显周期波动,控制图都快成心电图了。对方还在辩解。我直接说:“你这过程根本不稳,Cpk无效。” 空气瞬间凝固。 所以,正确的顺序是:先通过控制图确保过程稳定,再计算过程能力。必要时,考虑使用Ppk(性能指数)来评估包含特殊原因变异的能力,尤其是小批量初期。 💡 还要注意,非正态数据的处理。很多机械特性,比如形位公差(圆度、平面度),往往不服从正态分布。这时候直接套用Cp/Cpk公式,会得出错误结论。应进行正态性检验,必要时转换数据(如Box-Cox)或使用非正态方法计算。 工厂质量检验员使用三坐标测量机检测精密零件形位公差
工厂质量检验员使用三坐标测量机检测精密零件形位公差
放弃幻想,过程控制才是王道
 放弃幻想,过程控制才是王道
质量控制走到今天,数字化工具已经让SPC脱胎换骨。实时数据采集、自动判异、报表一键生成……但技术再好,也救不了僵化的思维。有些人总觉得,只要买了昂贵的检测设备,上了SPC软件,质量就好了。醒醒吧。真正的质量改进,发生在你停下机器,根据控制图预警去调整参数的那一刻。
别让质量控制变成“质量控制部”的事情。生产操作者必须是控制的第一责任人,质量人员应该转型为教练和审核者。这种文化转变,比所有工具都重要。
说到底,质量不是检出来的,也不是说出来的,是做出来的。而SPC,就是让你“做”得更有依据,更安心。共勉。
放弃幻想,过程控制才是王道
质量控制走到今天,数字化工具已经让SPC脱胎换骨。实时数据采集、自动判异、报表一键生成……但技术再好,也救不了僵化的思维。有些人总觉得,只要买了昂贵的检测设备,上了SPC软件,质量就好了。醒醒吧。真正的质量改进,发生在你停下机器,根据控制图预警去调整参数的那一刻。
别让质量控制变成“质量控制部”的事情。生产操作者必须是控制的第一责任人,质量人员应该转型为教练和审核者。这种文化转变,比所有工具都重要。
说到底,质量不是检出来的,也不是说出来的,是做出来的。而SPC,就是让你“做”得更有依据,更安心。共勉。