故障诊断的那些坑,我替你踩过了——一个老机械师的实战手记
做这一行快二十年了。说实话,每次听到年轻工程师对着数据报表说“一切正常”,我心里就咯噔一下——设备故障诊断这事儿,哪有那么容易看透?
去年我们厂那台进口加工中心,预警系统提前两周开始报警,振动值每天涨一点。大家都觉得是小问题,换个轴承就好。结果呢?拆开一看,主轴箱里全是金属碎屑,齿轮都快磨成刀片了。老板当场黑了脸。我呢,倒不意外。机器嘛,从来不会说谎,但人会看走眼。
振动分析:峰值背后是人心
先聊振动。百分之八十的故障诊断报告里都会提到“振动异常”这四个字。可什么叫异常?标准图谱摆在那里,1倍频、2倍频、齿轮啮合频率……一个个对下来,总有人觉得八九不离十。然而!现场哪有那么干净利落的信号?地基松了一点、隔壁冲压机一开、甚至同一车间另一台设备共振,都能让你的频谱变成一团浆糊。我有次被紧急叫到客户那里,对着满屏的杂波,头都大了。后来灵光一闪——其实是犯困时手抖碰到了传感器线——发现接地不良导致的信号漂移。笑不出来。
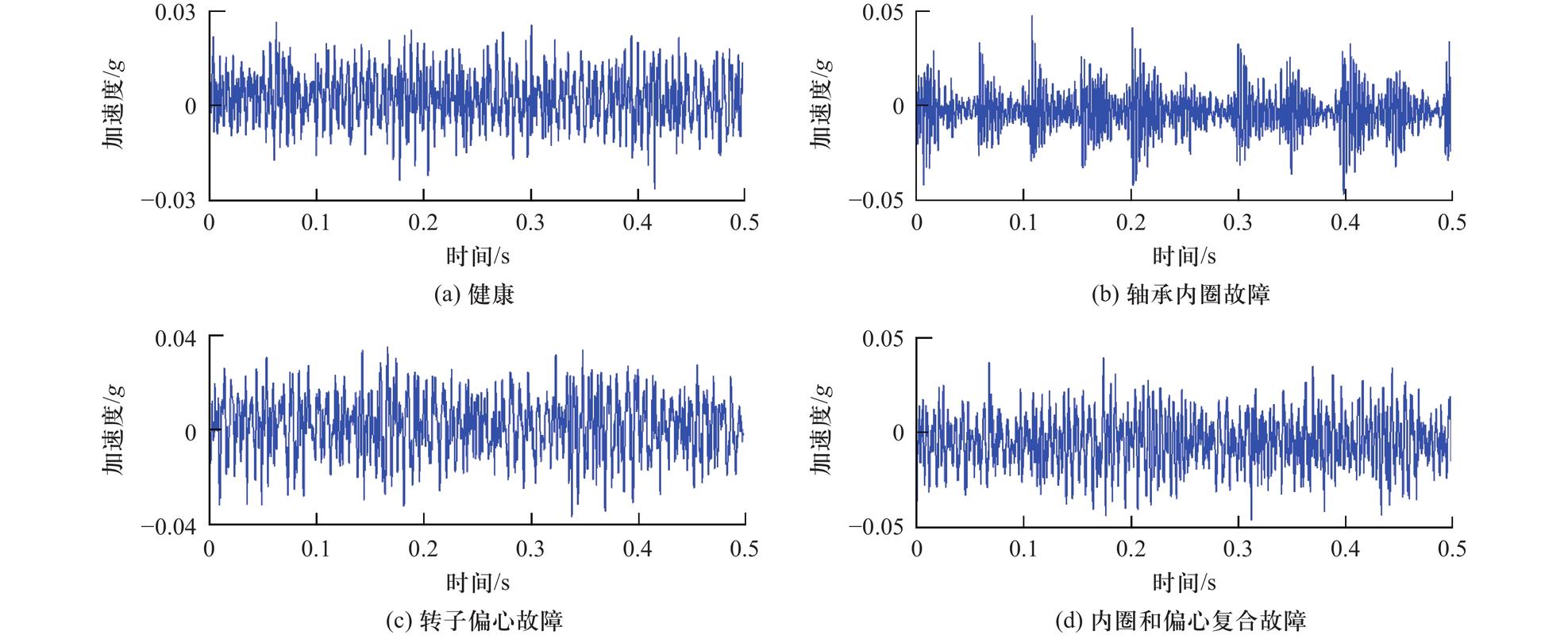 工业设备振动频谱对比分析异常案例
工业设备振动频谱对比分析异常案例
所以我现在带徒弟,第一句话就是:别光盯着加速度总值,看趋势,看包络谱,更重要的是——去现场摸一下设备外壳的温度和手感。数据不会骗人,但会藏东西。
问:怎么区分轴承早期故障和润滑不良引起的振动尖峰?
答:经典问题了。早期轴承损伤产生的尖峰能量很窄,通常在共振频率附近,而且随转速线性移动,用包络检波一看便知。润滑不良呢?会出现宽频带的干摩擦噪声,尖峰不规律,时有时无。最笨也最有效的办法:加一次润滑脂,如果半小时后尖峰下来了,那八成就是缺油。别嫌土,这招救了我不下五次。
油液分析:一滴油里的百年孤独
再扯扯油液监测。现在好多工厂上了在线颗粒计数器,每秒钟出一堆数据。但颗粒数高就一定是磨损加剧? 太天真了。今年初我们一条产线,液压油颗粒度突然爆表,现场吓得直接停机。查了三小时,最后发现是换油时新油桶的盖子没盖好,进了灰。这种低级错误,仪器不会告诉你。
真正有价值的,是铁谱分析。把油样滴在玻璃片上,显微镜底下看那些亮闪闪的金属碎屑——它们会讲故事。疲劳剥落是块状的,切削磨损是螺旋状的,腐蚀磨损呈现细微点蚀。我通常还会用磁铁吸一下,分离出铁磁性颗粒。有一次看见薄片状切屑,边缘锋利得能划破手指,立刻判断是某处齿轮断齿,拆检后果然如此。那种瞬间的笃定,爽过任何点赞。
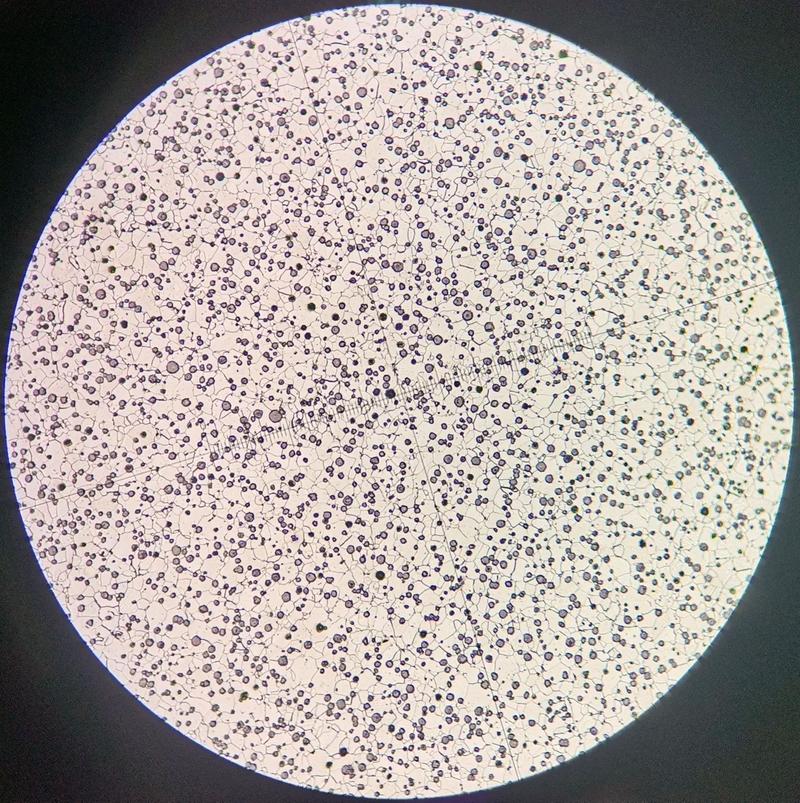 铁谱分析显微镜下的金属磨粒形态
铁谱分析显微镜下的金属磨粒形态
问:线上颗粒计数器和离线铁谱分析该怎么搭配使用?
答:我的习惯是,把在线监测当作哨兵,实时的数据异常立即触发邮件告警。但千万别直接据此停机检修!第一步先取油样,做铁谱确认颗粒形貌。如果只是少量灰尘或者气泡,就冲洗过滤。要是看见切削颗粒,呵呵,立刻安排停机,不管线上数值是否回落。小钱不花花大钱,这个道理很多领导不懂,但咱们搞技术的得咬住底线。
AI诊断:是福是祸?
 AI诊断:是福是祸?
AI诊断:是福是祸?
最后聊聊这两年火得不行的AI故障诊断。各种公司推销智能系统,说能自主学习故障特征,准确率95%以上。我看着销售在会议室里播放PPT,说“毫秒级响应”,“预测性维护”,心里五味杂陈。技术是好的。真的。我们试过一套系统,的确能比人早两周发现轴承微弱裂纹。但!没有足够的标签数据,AI就是睁眼瞎。 厂家说:“需要积累至少半年到一年的正常与故障样本。” 可产线等不起啊,刚上线那段时间天天误报,操作工直接把报警喇叭拔了,你能怎样?
还有一次,AI把电机三相电流不平衡判断为“转子断条高风险”。我们紧张的不得了,连夜拆机,发现转子完好无损,只是供电线路接头氧化。模型没见过这种数据组合,自然就瞎猜。那一刻我意识到——AI只能加速我们的判断,没法替代我们的直觉。 所以现在我对团队讲:把人机协同当成拐杖,别当成大脑。❗
说实话,我挺怀念以前纯靠耳朵听、靠螺丝刀顶在轴承座上感受振动的日子。但时代在变,深度学习、边缘计算、数字孪生都涌进来了。上周我让一个新来的小伙子用声发射传感器检测齿轮裂纹,他调试参数时脱口而出:“这比打游戏调灵敏度还难。” 我笑了。是啊,难,但有意思。
写在最后:诊断即修行
 写在最后:诊断即修行
写在最后:诊断即修行
故障诊断这个行当,没有一劳永逸。设备越来越集成,传感器越来越多,数据量爆炸。可万变不离其宗:你要理解物理,理解材料,更要理解操作工偶尔烦躁时踢的那一脚会给底座带来什么影响。 别把希望全部寄托在屏幕上。多去现场转转,闻闻焦糊味,摸摸震动的管路,听听异响的节奏。那些东西,是任何算法都算不出来的。💡
真要问我有什么秘诀?四点:1. 趋势比绝对重要;2. 结合多种诊断手段交叉验证;3. 建立自己的故障样本库,哪怕只是几张现场照片;4. 别迷信权威说明书,尽信书不如无书。好了,唠叨这么多,该去处理我那台嗡嗡作响的空压机了。祝大家少踩坑,多赚钱。