非标件生存指南:从设计到交付的暗坑与破局
你接过非标件的单子吗?
说实话,我现在一听到这三个字,太阳穴就突突跳。不是它利润不高,是过程太熬人了——图纸翻来覆去改八遍,供应商装死玩失踪,好不容易出货了,质检那边又说倒角差半毫米……哎,都是泪。
但话说回来,工业4.0喊了这么多年,非标件还是刚需。设备维修、产线改造、新品研发,哪样离得了?一个定制零件卡住整条线的事儿,咱们见得少吗?所以今天这篇,不想谈虚的,就想把那些图纸不会告诉你、供应商不会告诉你、教科书更不会告诉你的实战经验,嚼碎了喂给你。
非标件不是标准件加个公差
很多人有个幻觉:非标件嘛,就是拿标准件模型改改尺寸,加几个孔的事。2019年我踩过这么个坑——要仿制一个德国的联轴器弹性体,材料看着像聚氨酯,硬度标了邵氏A85,尺寸全抄来了。结果呢?第一版太软,碎屑满天飞;第二版加硬了,又把配对毂啃废了。后来才发现,人家原文那个邵氏A85是在特定温湿度下测量,并且动态刚度曲线才是核心。我们光抄了个静态硬度,能不翻车吗?
所以非标件的本质是一整套设计逻辑的重构,不是参数复制。你得吃透那个零件在整机里到底干嘛——是传递扭矩,还是缓冲震动?是配合密封,还是单纯定位?有些工程师图省事,在原来的标准件图上直接拉长个安装座,以为万事大吉。结果呢,重心偏移、共振频率一阶掉进工作转速,整个架子晃得像筛糠。这事就发生在上周。
这里有个反常识的点:非标件设计时,公差标注反而要比标准件更“啰嗦”。为什么?标准件大家知根知底,供应商有公共默认的企标;非标件对方完全陌生,你少标一个垂直度,他就敢给你端面跳动0.3。别问为什么,问就是“按图加工,没标的地方自由公差”。💡所以,哪怕被吐槽过度标注,也比装配时当场挫配强。
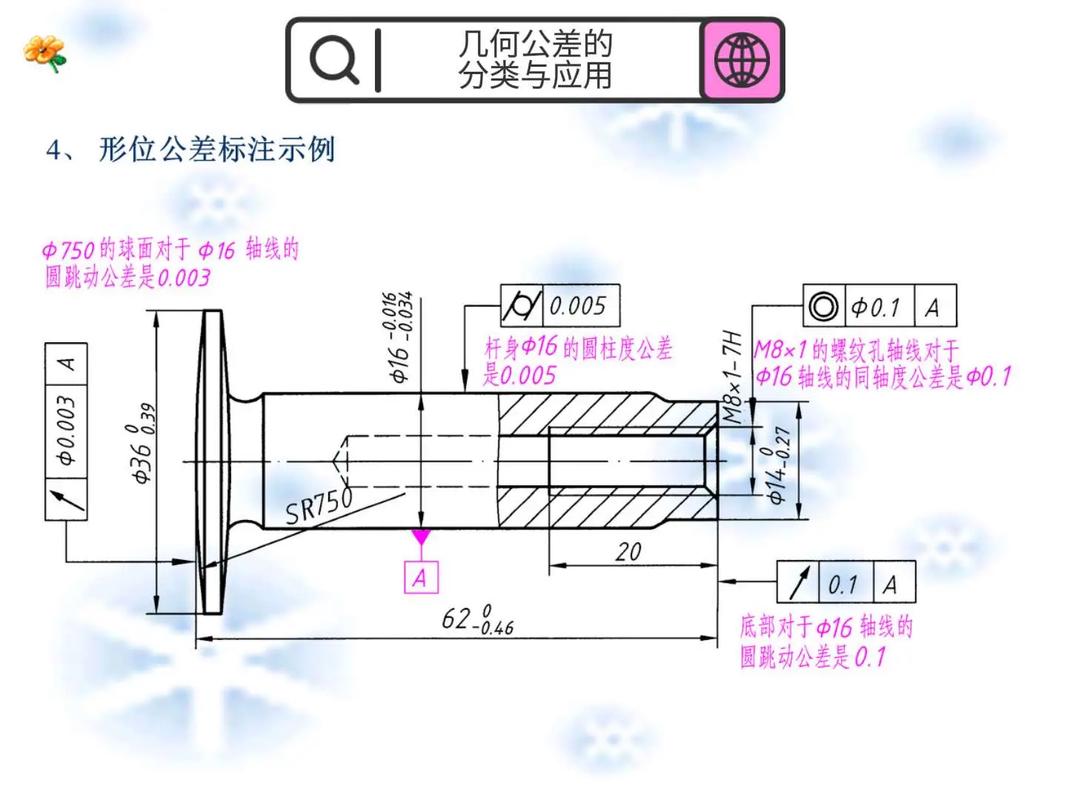 非标件图纸过度标注形位公差示意
非标件图纸过度标注形位公差示意
从图纸到实物:那些年我们踩过的坑
你以为设计完图纸就结束了?nonono,真正的战斗才开始。
问:我出给供应商的STP模型明明壳体内腔是φ50H7,怎么回来就变成不规则椭圆了?
答:因为你没看对方用什么机床干。有的小作坊用老旧三轴数控,装夹变形大,薄壁件一夹就椭圆,卸下来又弹回去。而且H7公差带0.025,他们根本不可能给你全检内径千分尺,顶多用卡尺意思一下。你看到报告上写的“50.02”,可能测的是两头,中间早就扁了。✅记住,遇到精密孔系,图纸上最好加注“内径千分尺测量,圆度0.01以内”,并且要求供应商提供测量点编号图。
材料也是天坑。去年一个不锈钢316L的喷嘴,发到现场用了两周就出现晶间腐蚀。一查成分,镍含量卡着下限走,铬刚过线,钼才1.8%——这能叫316L?供应商振振有词:合同只写了材质316L,没规定具体炉号和微量元素范围啊。❗这件事教会我:对非标件,必须指定材料标准号,并且索取材质证明原件,必要时做光谱抽检。别相信“国标就行”这种鬼话。
 非标件材质光谱仪现场检测
非标件材质光谱仪现场检测
再说说表面处理。有个齿条,技术要求写“发黑处理”,结果来了颜色深浅不一,手一摸还掉色。后来才弄明白,那压根不是氧化发黑,是涂的黑漆。因为小厂没有发黑线,又要赶交期,给你刷层自喷漆糊弄。🤦♂️所以像发黑、磷化、镀锌这类,必须指定按什么工艺标准验收,比如:HB/Z 137,并注明颜色均匀度、附着力的测试方法。哪怕你多写一句“耐中性盐雾72h无红锈”,对方就会掂量是不是能糊弄过去。
供应商管理:非标件的生死线
 供应商管理:非标件的生死线
供应商管理:非标件的生死线
说白了,非标件能不能成,一半靠设计,一半靠找对人。大厂采购喜欢搞三家比价,价低者得,这套玩非标件就是找死。为什么?因为真正有能力的供应商根本不会报最低价,他们知道后续的服务成本;而报最低价的,往往是那种“三无”作坊,接了单要么外包,要么做到一半坐地起价。
问:小批量非标件,怎么快速找到靠谱加工厂?
答:我现在的习惯是,先在产业聚集区找“专精特新”的小巨人,而不是上阿里搜关键词。比如做精密轴系就去苏州,做粉末冶金就去宁波。然后看三点:第一,对方官网或朋友圈有没有真实的设备照片和加工视频,而不是只有CAD渲染图;第二,直接问“最近有没有做过类似我这个材料/精度的件”,让他发案例照片,看细节处的倒角、清根处理;第三,第一次合作不用签长期合同,先拿一个难度中等的散件试水,要求按批量做全检报告。如果这一步就推三阻四,赶紧换别家。
交期控制更是玄学。我们搞非标件,最怕供应商那句“快了,在磨了”。后来我要求对方报价时必须附带详细的工艺路线和关键节点计划,比如:下料→粗车(2天)→热处理(外协,5天含来回)→精磨(3天)。然后每天18点要发进度照片,不是文字汇报,必须拍机床显示屏的坐标。听起来变态?但真的有用。去年一个外径φ320的薄壁隔圈,就这样硬是把交期从40天压到了28天,中间还发现了热处理变形超预期,提前调整了磨削余量。
数字化破局:2025年的新玩法
好在现在有些工具,能让非标件少掉点头发。比如某些产业互联网平台,直接上传3D模型,AI秒出成本分析和对标工艺,甚至能告诉你哪些特征会导致报价飙升。前阵子我试了一个,它提示我的一个内花键盲孔长度/直径比超过6,建议改成通孔加堵头——一算成本直接降了35%。💡说实话,这种即时反馈对年轻工程师太有用了,不用等老师傅骂完才醒悟。
 非标件AI工艺分析平台界面
非标件AI工艺分析平台界面
还有云工厂的模式,把非标件当“零件淘宝”卖。你上传图纸,他们拆分成不同工艺环节,分发到下游产能池。优点是交期短,尤其适合急件;缺点是需要你更精准地定义技术标准,否则一个台阶孔会给你搞成两段分别车然后压装——别问怎么知道的,都是教训。所以用这类平台,切记把接口关系和装配基准面标注死,并且在备注栏写一句话:“各安装面必须一次装夹加工完成,禁止拼焊或压装后再加工”。
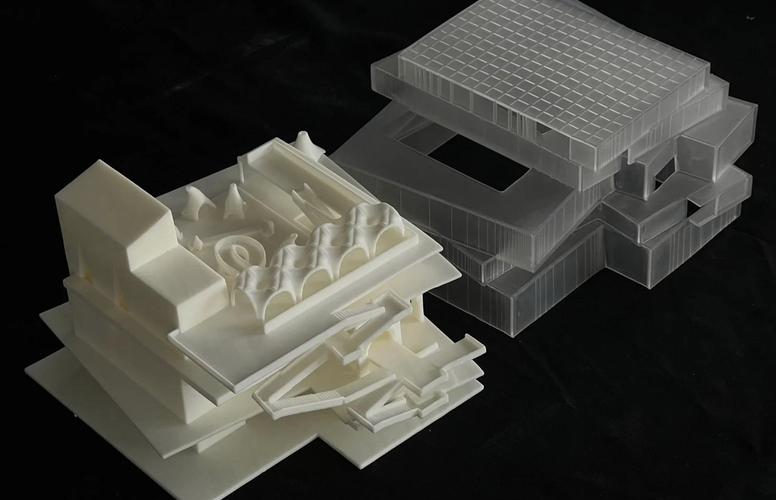
另外,增材制造也就是3D打印,已经悄悄吃掉了很多传统非标件的份额。尤其是不规则流道、拓扑优化的支架,用金属打印省掉了模具和焊接工装,单件成本反而更低。不过现在有些设计师走火入魔,什么都要用打印,连个简单的垫块也打印,那也太浪费了。得算经济账——当复杂度带来的减重或性能增益,大于传统工艺的模具摊销时,才值得上3D打印。
回看非标件这个行当,确实虐人,但也养人。它逼着你直面物理世界的约束,逼着你跟形形色色的加工厂周旋,逼着你在成本、交期、性能之间反复横跳。但每当那个特殊形状的零件严丝合缝装进去,设备重新嗡鸣起来的时候——行吧,那些烧掉的脑细胞也算值了。