装配那些事:为什么拧螺丝也能拧出工匠精神?
你真的懂装配吗?我原来以为这活儿没技术含量。把零件怼一块儿,拧紧螺丝,齐活——可后来在车间泡了三年,才发现自己错得离谱。装配是制造业的「最后一公里」,设计得再花哨,装不起来就是废铁。
手工装配的极限在哪儿?上个月去一家老厂,看到师傅们拿铜锤敲轴承,敲一下,听个响儿,再敲。我站旁边大气不敢喘,生怕咳嗽一下把配合公差吓跑了。过盈配合全靠手感,差了0.01毫米就能让一台减速机提前报废。你说他们不想用自动化?可有些异形件、小批量,机器人真干不了!
 老钳工手工刮研机床导轨配合面
老钳工手工刮研机床导轨配合面
这就很让人纠结。一边是老师傅日渐稀缺,另一边年轻人不愿干这苦活。我见过一个00后小伙儿,学了三天跑了,说「这哪是技术,是玄学」。仔细想想,也对也不对——手工装配里藏着大量隐性知识,你让他写SOP都写不明白。
自动化装配:不是买台机器人就完事了
前些年行业里有股风,一说智能工厂就得上机械臂。我们跟过一个项目,花了300多万搞了条自动化装配线,结果开动率不到60%——为啥?物料一致性差!来料尺寸飘来飘去,视觉系统对不准,机器人干着急。项目经理脸都绿了。
所以说,可装配性设计一定要前置。现在有些工程师画图不看工艺,公差标得随心所欲。等到了装配线才发现,两个法兰孔对不上,只能现场配做——这就完全违背自动化的初衷了。❗
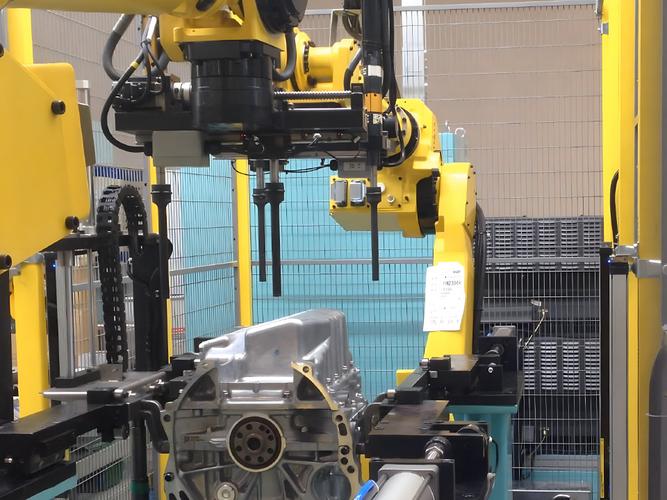 汽车发动机自动化装配线机器人拧紧轴同步
汽车发动机自动化装配线机器人拧紧轴同步
不过话说回来,最近几年的协作机器人确实是个好东西。我们试过让协作臂跟工人共享工位,做螺丝预拧紧,人负责最终的力矩校验。安全性高,也不需要围栏,部署快。但有个坑:你得把拧紧策略设对,扭矩控制、角度监控、屈服点检测……不是插上电就能用的。
数字孪生:在虚的里面先把活儿干了
这两年最让我兴奋的是虚拟装配仿真。以前新机试装,那简直是一场噩梦:干涉、错位、工装不合理,来回拉扯一两个月。现在呢?在软件里先跑一遍,连线缆柔性变形都能模拟。有一次仿真发现某液压管在狭小空间里会跟螺栓头干涉,设计师连夜改了走向——要是以前,得等零件全做出来,再割开、重焊,费时费钱。
而且数字孪生还能做人机工程分析。以前装配工弯腰伸手,几年下来腰肌劳损,现在提前优化站位和工具角度,真的能减少职业病。✅
问:中小工厂搞不起数字孪生怎么办?
答:不一定非要全套。可以从关键工位开始,用轻量化的仿真工具,比如免费版的Simcenter或国产的工业软件,先解决干涉和可达性问题。有些软件甚至跑在笔记本上,投入不高,但效果立竿见影。
装配精度那点事儿
说到精度,有回客户抱怨我们装出来的模组运动不顺畅,一查,导轨平行度超差0.02mm。其实单个零件都合格,问题出在装配应力——螺栓拧紧顺序不对,把基座拉变形了。后来我们改成交叉分步拧紧,再打表,完美。
问:手工装配如何保证重复精度?
答:关键在标准化作业。别小看一块定位工装,它能抵消大部分人为偏差。另外要培养工人自检习惯,比如用塞尺、千分表随时复核。我见过一家日本厂,每个装配工位上挂三把扭矩扳手,不同颜色对应不同工位,每天晨会校验,毫无花哨但效率奇高。
 精密导轨装配使用千分表检测直线度
精密导轨装配使用千分表检测直线度
柔性装配:今天装A明天装B行不行?
 柔性装配:今天装A明天装B行不行?
柔性装配:今天装A明天装B行不行?
现在产品迭代太快,一条线干三年不变的日子一去不返。所以我们推模块化装配岛:用AGV把托盘送到不同工作站,根据订单切换程序。听起来美好?实际上一换品,快换工装的重复定位精度必须控制在±0.01mm以内,不然每次都要重新示教机器人,生无可恋。
还有视觉引导抓取——3D相机加深度学习,散乱堆放的零件也能抓。但光线影响太大,上午能抓95%,下午太阳斜射就掉到80%。我们后来加了遮光罩和补光灯,才稳住。
我一朋友公司搞了个全自动活塞装配线,结果因为密封圈姿势多变,视觉识别把密封圈当成翻边,成品率只有70%。最后他们回归半自动:人帮忙理顺密封圈,机器负责压装,产能反而提升了。💡所以千万别迷信无人工厂。
装配这个行当,说到底,是物与物的对话。机器在进步,但人还是得懂那些微妙的配合、应力、变形的逻辑——不然你连该优化哪儿都不知道。或许这就是工匠精神吧,哪怕拧一辈子螺丝,也能拧出花来。