
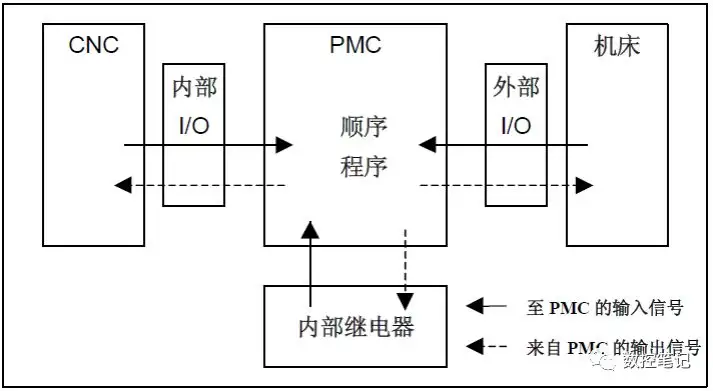
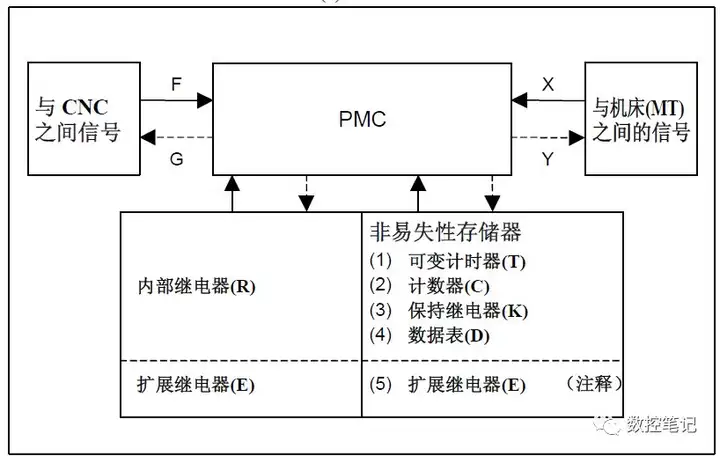
【PMC的基本配置】
【PMC的相关地址】
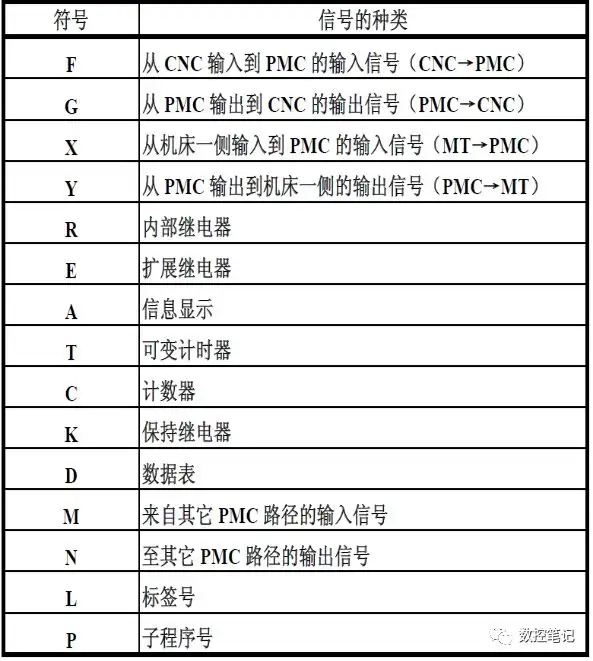
【地址符号和信号的种类】
【PMC信号】
• X:来自机床侧的输入信号。如接近开关、极限开关、压力开关、操作按钮等输入信号元件。PMC 接收从机床侧各装置的输入信号,在梯形图中进行逻辑运算,作为机床动作的条件及对外围设备进行诊断的依据。
• Y:由PMC 输出到机床侧的信号。在PMC 控制程序中,根据机床设计的要求,输出信号控制机床侧的电磁阀、接触器、信号灯等动作,满足机床运行的需要。
• F:由控制伺服电机与主轴电机的系统部分侧输入到PMC 信号。系统部分就是将伺服电机和主轴电机的状态,以及请求相关机床动作的信号(如移动中信号、位置检测信号、系统准备完成信号等),反馈到PMC 中去进行逻辑运算,作为机床动作的条件及进行自诊断的依据。
• G:由PMC 侧输出到系统部分的信号。对系统部分进行控制和信息反馈(如轴互锁信号、M代码执行完毕信号等)。
• R\E:内部继电器R、扩展继电器E。在顺序程序执行处理中使用于运算结果的暂时存储的地址。内部继电器的地址包含有PMC 的系统软件所使用的预留区,预留区的信号不能在顺序程序中写入。
• A:信息显示的信号地址。顺序程序所使用的指令中,备有在CNC画面上进行信息显示的指令( DISPB )
• 非易失性存储器地址:定时器( T )、计数器( C )、保持型继电器( K )、数据表( D ) 在断电时要保持其中的值。这4 个叫做PMC 参数。
PMC信号与地址
• 地址G 和F 信号,由CNC 控制软件决定其地址。
• 机械和PMC 之间的接口信号X 和Y 地址是由机床厂家设计人员分配的。
• 急停(*ESP)和跳转信号等,由于受PMC 扫描时间的影响使处理缓慢,因此由CNC 直接进行读取。这些输入信号的X 地址是确定的。
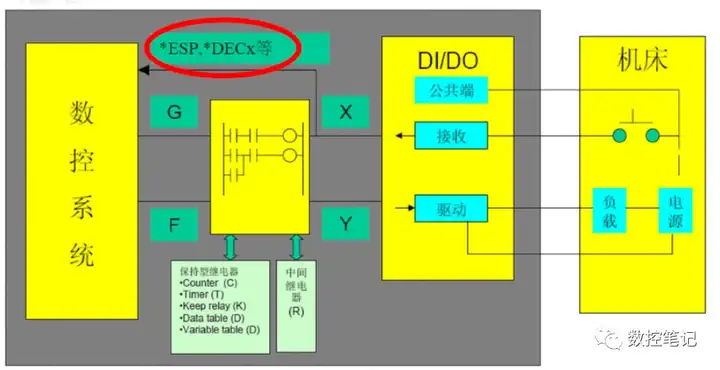
• 下表中列出的X 信号由CNC 直接读取,所以不需要经过PMC 处理,另外需要根据地址的分配决定连接线的端子号。前面带“ * ”的信号为负逻辑信号(低电平有效),采用这种形式可使信号具有更高的可靠性。
• 从PMC 送到机床的信号地址用Y表示,这些信号的地址可以任意指定。

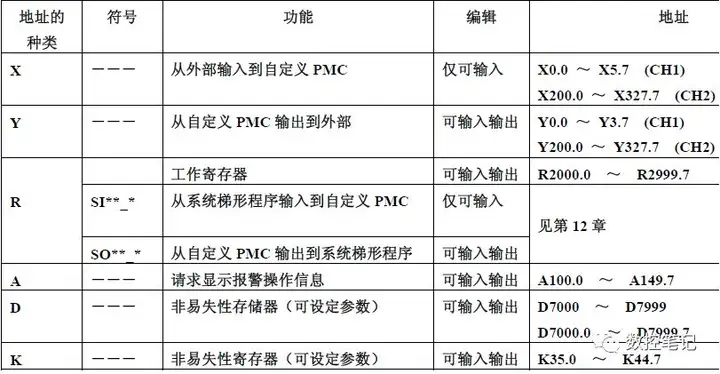
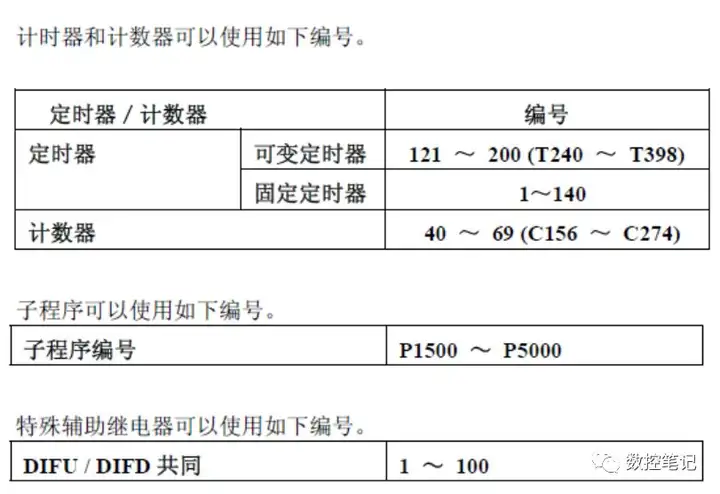
可在自定义PMC 上使用的地址
转载:数控驿站 http://www.sk1z.com
免责声明:文章内容来自互联网,本站仅提供信息存储空间服务,真实性请自行鉴别,本站不承担任何责任,如有侵权等情况,请与本站联系删除。