
波峰焊接作为电子制造里很常用的焊接工艺,不管是生产简单的电路板还是复杂的电子设备,都经常会用到。不过很多刚接触这个领域的人,或者想要更深入了解它的从业者,总会有不少疑问,下面就通过一问一答的形式,把波峰焊接相关的核心知识讲清楚。
一、基础认知类
什么是波峰焊接啊?它和我们平时说的手工焊接有啥不一样呢?
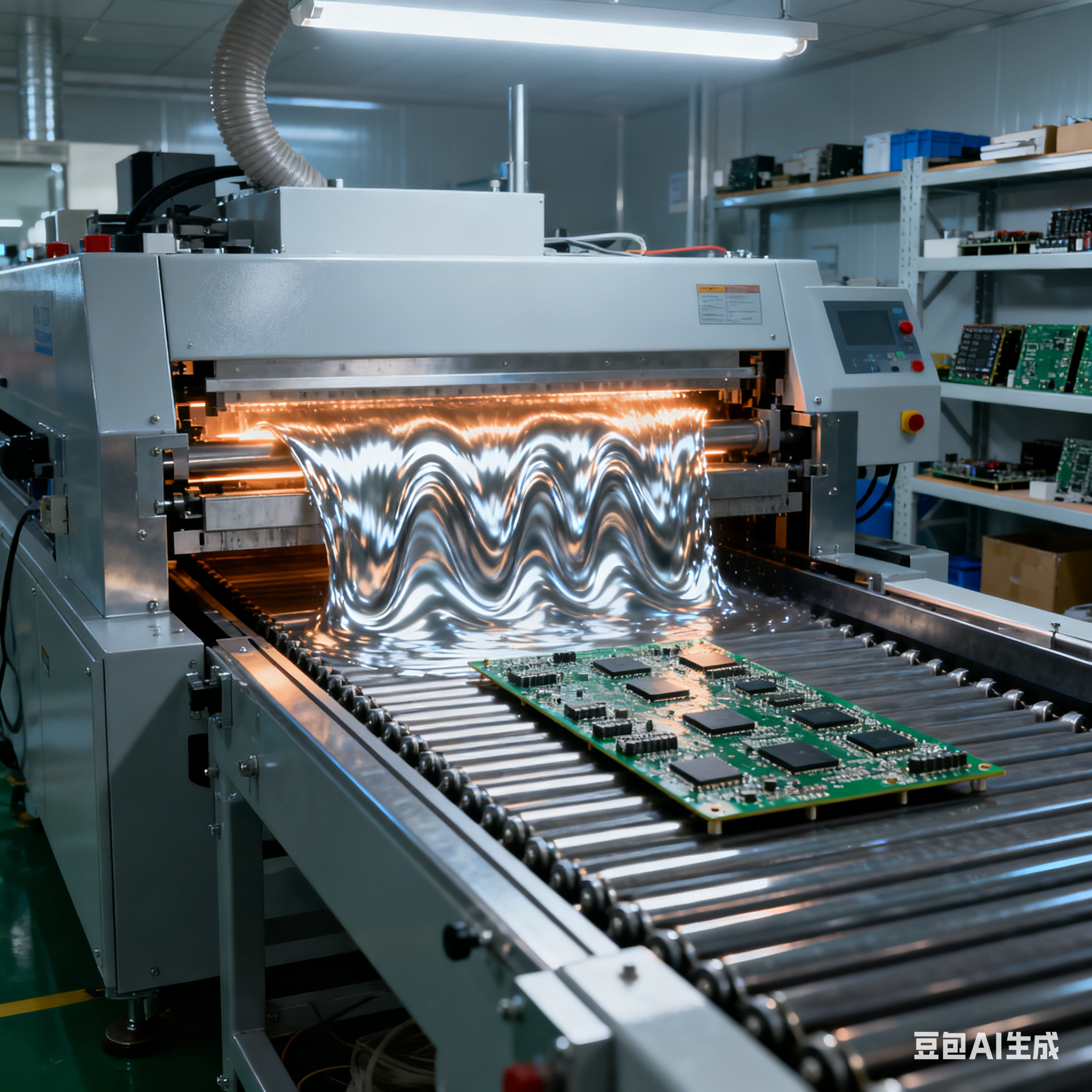
波峰焊接简单说就是一种批量焊接电路板上元器件引脚的工艺,它会把熔化的焊锡做成一个类似 “波浪” 的形状,然后让电路板下面带着元器件引脚的部分,以一定速度穿过这个锡波,这样引脚和电路板上的焊盘就能被焊锡包裹住,实现焊接。和手工焊接比,手工焊接是一个焊点一个焊点去焊,适合小批量、复杂元器件的焊接,而波峰焊接能一次性焊很多焊点,效率高,更适合大规模生产。
波峰焊接主要用在哪些类型的电子产品生产上呢?
它的应用范围还挺广的,像我们平时用的电视机、洗衣机、空调这些家用电器的控制电路板,还有汽车上的车载电子设备电路板,比如导航模块、发动机控制单元的电路板,另外像一些工业用的仪器仪表电路板,只要电路板上有很多需要焊接的直插式元器件引脚,而且是批量生产的,大多会用到波峰焊接。
波峰焊接过程中,最核心的部件是啥呀?这些部件各自起到什么作用?
最核心的部件主要有焊锡炉、波峰发生器、电路板传送系统和助焊剂涂覆装置。焊锡炉是用来熔化焊锡的,得保持焊锡在合适的温度;波峰发生器能把熔化的焊锡形成稳定的锡波,让电路板能顺利和焊锡接触;电路板传送系统就是带着电路板按照设定的速度和角度穿过锡波,保证焊接效果;助焊剂涂覆装置是在焊接前给电路板焊盘和元器件引脚涂助焊剂,去除表面的氧化层,还能防止焊接时再次氧化,让焊锡能更好地附着。
二、工艺操作类
进行波峰焊接之前,电路板和元器件需要做哪些准备工作呢?
电路板方面,要先检查一下焊盘有没有损坏、氧化的情况,要是有氧化得先处理干净,而且电路板上的元器件得插装到位,不能有歪斜、虚插的情况,插好后还得用固定材料把元器件固定好,防止焊接时移位。元器件的话,要检查引脚有没有氧化、变形,氧化的引脚得用砂纸或者专用工具打磨干净,变形的引脚要矫正过来,另外还要确认元器件的耐温性,得能承受波峰焊接时的温度,不然元器件容易损坏。
助焊剂在波峰焊接里到底有多重要?选择助焊剂的时候要考虑哪些因素?
助焊剂可是太重要了,要是没有它,焊盘和引脚表面的氧化层没法去除,焊锡就很难和它们良好结合,很容易出现虚焊、假焊的情况。选择助焊剂时,首先要考虑电路板和元器件的材质,不同材质适合的助焊剂类型不一样;然后要看焊接后的清洗要求,有的助焊剂焊接后需要清洗,有的不需要,得根据生产需求选;还要考虑焊接温度,助焊剂得在合适的温度下发挥作用,温度太高或太低都不行;另外,助焊剂的活性也很关键,活性不够去除氧化层效果不好,活性太强又可能腐蚀电路板和元器件。
波峰焊接时,焊接温度应该怎么设定?温度太高或者太低会有啥问题?
焊接温度的设定不是固定的,主要看焊锡的类型,比如常用的 Sn63Pb37 焊锡,熔点大概在 183℃,焊接温度一般设定在 240 – 250℃左右;要是无铅焊锡,比如 Sn96.5Ag3.0Cu0.5,熔点在 217℃,焊接温度通常要设定在 255 – 265℃。温度太高的话,容易把电路板的基材烤焦,元器件也可能因为高温损坏,而且焊锡还容易氧化,产生很多锡渣;温度太低的话,焊锡没法充分熔化,流动性差,会出现焊锡不饱满、虚焊、假焊的情况,焊接强度也不够。
电路板穿过锡波的速度和角度怎么调整才合适?这两个参数对焊接效果有啥影响?
传送速度一般根据电路板的大小、元器件的密度来调整,通常在 0.8 – 1.5 米 / 分钟之间。速度太快的话,电路板和锡波接触的时间太短,焊锡没法充分浸润焊盘和引脚,容易出现焊接不牢固的情况;速度太慢,接触时间太长,电路板和元器件长时间处于高温环境,容易受损,还可能让焊锡过多,出现桥连的问题。角度一般设定在 3 – 7 度,这个角度能让多余的焊锡顺着电路板表面流回焊锡炉,减少桥连的发生,要是角度太小,多余焊锡不好流走,桥连概率会增加;角度太大,电路板和锡波接触不充分,可能出现漏焊。
三、常见问题与解决类
波峰焊接后,电路板上出现桥连的情况,也就是两个相邻的焊点被焊锡连在一起了,这一般是啥原因导致的?该怎么解决?
出现桥连可能有几个原因,首先可能是助焊剂涂覆不均匀,有的地方涂多了,有的地方涂少了,涂多的地方焊锡容易聚集;然后可能是焊接温度不合适,温度太低焊锡流动性差,容易堆积,温度太高可能让焊锡扩散过度;还有可能是电路板传送速度太慢,和锡波接触时间太长,焊锡过多;另外,焊盘之间的间距太小,也容易出现桥连。解决的话,先检查助焊剂涂覆情况,调整涂覆装置,保证均匀;再根据焊锡类型和元器件情况,调整好焊接温度;然后适当加快传送速度,减少接触时间;要是焊盘间距问题,能修改电路板设计的话就调整间距,不能修改的话就更精准地控制其他参数。
波峰焊接后发现有虚焊,也就是焊点看起来焊上了,但实际上没有牢固连接,这该怎么排查和处理呢?
排查的话,首先看助焊剂是不是有问题,比如活性不够,或者涂覆太少,导致氧化层没去除干净;然后检查焊接温度,温度太低的话焊锡没充分浸润,容易虚焊;还有可能是元器件引脚和焊盘的配合间隙太大,焊锡没法填满间隙;另外,焊锡的质量不好,里面杂质太多,也会影响焊接效果。处理的时候,先更换合适的助焊剂,保证涂覆量足够且均匀;再把焊接温度调整到合适范围;要是引脚和焊盘间隙问题,看看能不能更换引脚尺寸更合适的元器件,或者在焊接前对焊盘进行处理,比如镀锡加厚;要是焊锡质量问题,就更换纯度高、符合要求的焊锡。
焊接后电路板上有很多锡渣残留,这正常吗?锡渣太多会有啥影响,怎么减少锡渣产生?
焊接后有少量锡渣残留是正常的,但要是太多就不正常了。锡渣太多的话,首先会浪费焊锡,增加生产成本;然后锡渣可能会附着在电路板的元器件和焊盘上,影响电路板的电气性能,还可能导致后续装配出现问题;另外,过多的锡渣还会影响锡波的稳定性,进而影响焊接质量。减少锡渣产生,首先要选择纯度高的焊锡,杂质少的焊锡不容易产生锡渣;然后控制好焊接温度,温度不要过高,高温会加速焊锡氧化产生锡渣;还可以在焊锡表面加一些防氧化油,减少焊锡和空气的接触,降低氧化速度;另外,定期清理焊锡炉里的锡渣,也能防止锡渣过多影响焊接。
四、安全与维护类
在操作波峰焊接设备的时候,有哪些安全注意事项必须遵守?
安全方面可得重视,首先操作前要穿好防护装备,比如耐高温的手套,防止手部被高温的焊锡或设备烫伤;还要戴防护眼镜,避免焊锡飞溅到眼睛里;要是助焊剂有挥发性气体,还得戴好口罩。然后要检查设备的接地情况,保证接地良好,防止触电;设备运行时,不要用手去触摸焊锡炉、波峰发生器这些高温部件,也不要把身体靠近传送系统,防止被夹伤或烫伤。另外,助焊剂大多是易燃物质,要远离火源,设备周围不要堆放易燃易爆物品,还要配备灭火器材,以防发生火灾。
波峰焊接设备平时该怎么维护,才能保证它的使用寿命和焊接质量?
日常维护挺关键的,首先每天使用前要检查设备的各个部件,像焊锡炉的加热系统能不能正常工作,温度控制是否准确,波峰发生器能不能形成稳定的锡波,传送系统的皮带有没有磨损、跑偏的情况,助焊剂涂覆装置有没有堵塞,喷出的助焊剂是否均匀。然后定期清理焊锡炉里的锡渣,一般每天工作结束后都要清理一次,防止锡渣影响焊锡的纯度和锡波稳定性;助焊剂的储存要符合要求,避免变质,还要定期检查助焊剂的浓度,浓度不合适时及时调整或更换。另外,定期对设备的传动部件加润滑油,减少磨损,比如传送系统的齿轮、轴承等;每隔一段时间,还得对设备进行全面的检修,比如检查线路有没有老化、接触不良的情况,更换损坏的部件,确保设备整体运行正常。
波峰焊接过程中,要是设备突然出现故障,比如锡波不稳定或者传送系统停止工作,该怎么应急处理?
首先要立即按下设备的紧急停止按钮,让设备停止运行,防止故障扩大,同时也要避免对电路板和元器件造成进一步损坏。然后检查故障原因,要是锡波不稳定,先看焊锡炉的温度是不是正常,温度异常的话就调整温度控制装置,要是温度正常,再检查波峰发生器的喷嘴有没有堵塞,有堵塞的话就清理喷嘴;要是传送系统停止工作,先检查电源有没有问题,电源正常的话再看传动皮带是不是卡住了,或者电机出现故障,要是皮带卡住,清理卡住的异物,要是电机故障,就需要专业人员来维修。在处理故障的时候,一定要确保设备处于断电状态,尤其是涉及到电气部件检查时,防止触电,故障没排除之前,不要轻易启动设备。
免责声明:文章内容来自互联网,本站仅提供信息存储空间服务,真实性请自行鉴别,本站不承担任何责任,如有侵权等情况,请与本站联系删除。
